-
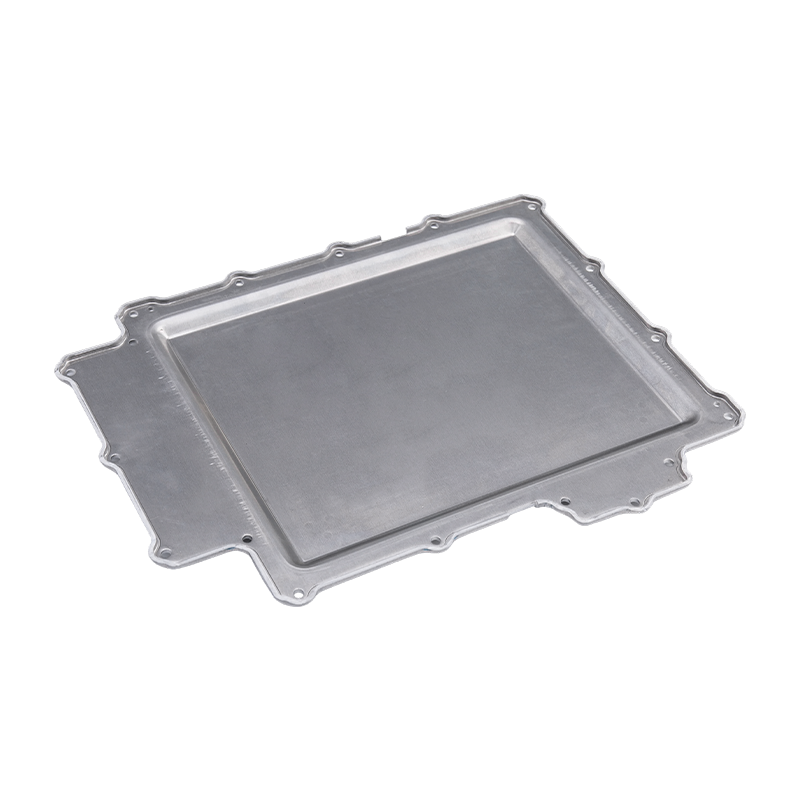
Peças de estampagem da tampa da bateria
Nossas peças de estampagem de tampa de bateria ...
-
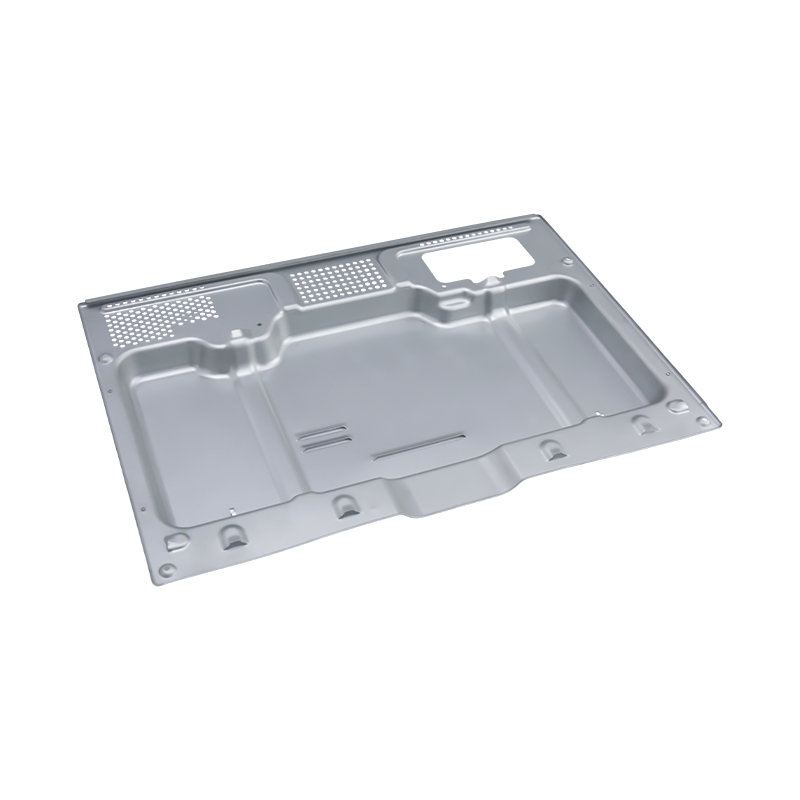
Peças de estampagem de forno de alta qualidade
Nossas peças de estampagem para forno de alta q...
-

Peças de estampagem de extremidade do tanque de gás
As peças de estampagem de extremidades de tanqu...
-
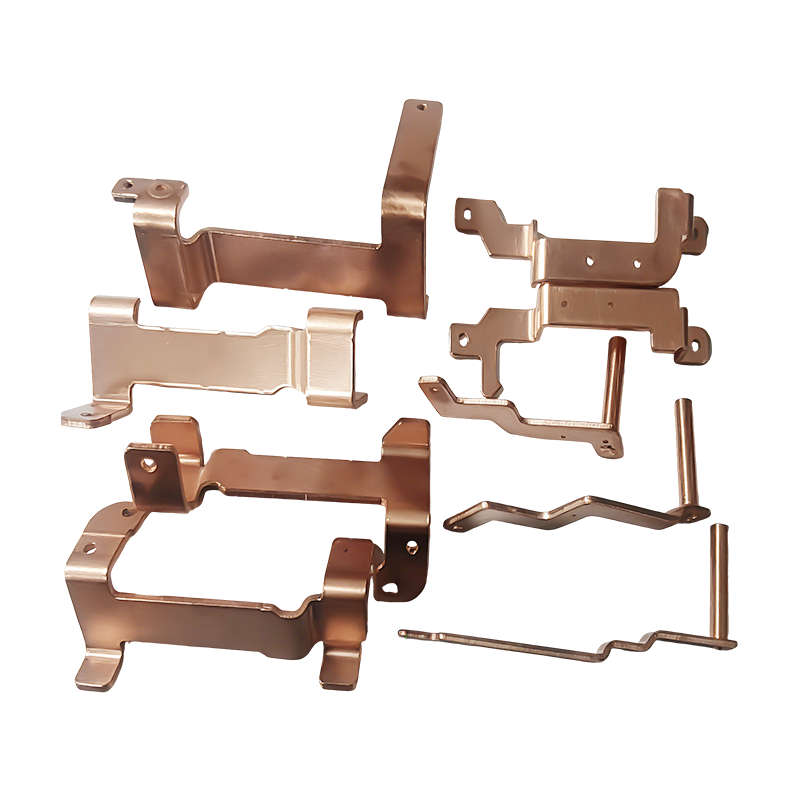
Peças de estampagem de barramento de cobre para veículos de energia nova
As novas peças de estampagem de barramentos de ...
-
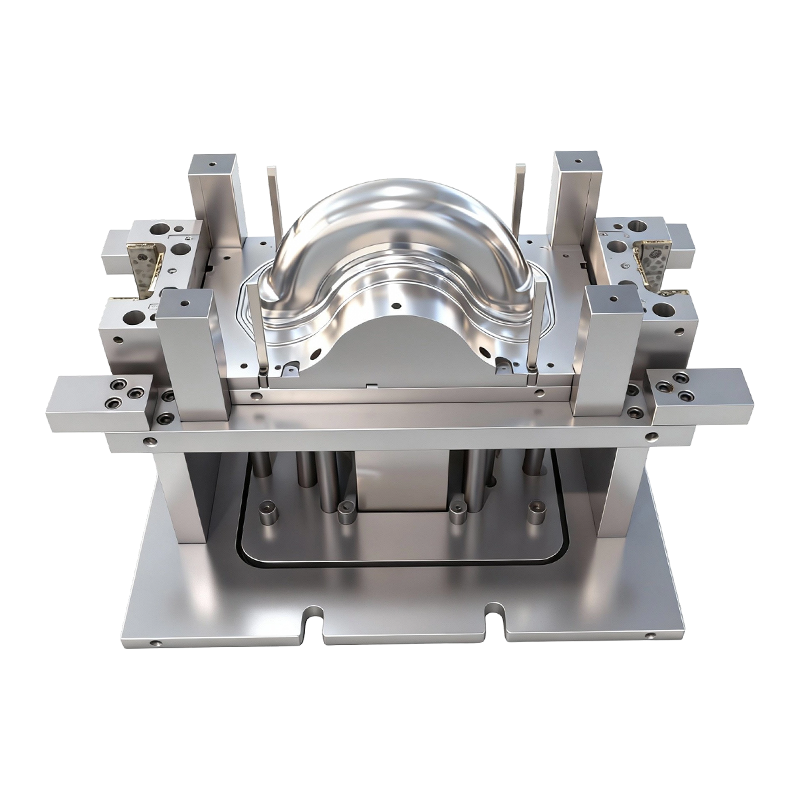
Molde de estampagem profunda para rodas dianteiras e traseiras de veículos elétricos de duas rodas
Este molde de estampagem profunda para rodas di...
-
Peças para estampagem de assento de carro
As peças de estampagem de assentos de carro são...
Notícias da indústria
Página inicial / Notícias / Notícias da indústria / Peças de estampagem da tampa da bateria para gabinetes de baterias de armazenamento de energia e EV
Peças de estampagem da tampa da bateria para gabinetes de baterias de armazenamento de energia e EV
2026-06-16
Uma bateria que falha em campo raramente falha por causa das células. Mais frequentemente, a causa raiz é uma tampa que não veda, um flange que não se alinha ou uma saliência de montagem que rachou sob vibração. As peças de estampagem da tampa da bateria são a primeira linha de defesa estrutural e ambiental para todos os sistemas de baterias EV, industriais e de armazenamento de energia - e os padrões de tolerância que eles devem atender tornaram-se significativamente mais rígidos à medida que as tensões dos pacotes e as densidades de energia aumentaram.
Este artigo aborda os materiais, processos, requisitos dimensionais e opções de personalização que definem uma peça de estampagem de tampa de bateria pronta para produção — e o que verificar ao qualificar um fornecedor.

O que as peças de estampagem da tampa da bateria realmente fazem
A tampa do compartimento da bateria tem três funções simultâneas. Estruturalmente, ele deve manter sua geometria sob as cargas mecânicas da montagem do veículo, vibração da estrada e ciclagem térmica, sem deformar ou transmitir tensão às células abaixo dele. Do ponto de vista ambiental, deve atingir e manter a integridade de vedação IP67 ou IP68 – o que significa que não há entrada de poeira nem penetração de água sob imersão sustentada. Funcionalmente, ele deve interagir precisamente com o invólucro da bateria, o conector de alta tensão e quaisquer canais de resfriamento integrados ao design do conjunto.
Atender todos os três requisitos em um único componente estampado – em vez de uma alternativa usinada ou fundida – é o que torna a estampagem profunda o processo preferido para a produção de baterias em grandes volumes. Carimbo entrega dimensões consistentes e tolerâncias restritas (±0,01 mm – ±0,05 mm) em taxas de produção que a fundição e a usinagem não conseguem igualar, mantendo ao mesmo tempo o custo por peça baixo o suficiente para cadeias de fornecimento OEM operando em escala.
Seleção de material: aço laminado a frio, liga de alumínio ou aço inoxidável
A escolha do material do substrato define o limite máximo para todas as métricas de desempenho que a cobertura pode alcançar – resistência à corrosão, peso, conformabilidade, soldabilidade e custo. Três famílias de materiais dominam as aplicações de cobertura de bateria.
Aço laminado a frio oferece alta resistência à tração e excelente conformabilidade com baixo custo de matéria-prima. É a escolha padrão para gabinetes de baterias industriais e sistemas de armazenamento de energia onde o peso é uma preocupação secundária e a rigidez estrutural é o requisito principal. Tratamentos de superfície pós-estampagem – zincagem, revestimento eletrônico ou revestimento em pó – são normalmente aplicados para atender às metas de resistência à corrosão.
Ligas de alumínio, particularmente classes 3003 e 5052, são o material dominante nas coberturas de baterias de veículos elétricos, onde o peso da embalagem afeta diretamente a autonomia do veículo. A liga 3003 oferece boa conformabilidade e resistência moderada, tornando-a adequada para geometrias de cobertura de estampagem rasa. A liga 5052 oferece maior resistência e resistência superior à corrosão, sendo preferida para tampas expostas à condensação, líquido refrigerante ou respingos da estrada. Ambas as classes são profundamente limpas e aceitam anodização ou revestimento de conversão para proteção adicional.
Aço inoxidável é especificado para aplicações que exigem resistência inerente à corrosão sem tratamento de superfície adicional – sistemas estacionários de armazenamento de energia em ambientes úmidos, baterias marítimas ou qualquer aplicação onde a adesão do revestimento não possa ser garantida durante a vida útil do produto. Sua maior taxa de endurecimento requer ferramentas cuidadosamente projetadas para evitar retorno elástico e manter a estabilidade dimensional após a conformação.
Processos de estampagem profunda e estampagem avançada
A maioria das tampas das baterias não são simples placas planas. Eles incorporam canais de vedação embutidos, flanges elevados, ressaltos integrados e contornos complexos que exigem sequências de estampagem progressiva ou de transferência em vários estágios. A estampagem profunda – puxar uma folha plana de metal em uma forma tridimensional usando um punção e uma matriz – é a operação principal, mas o componente acabado normalmente passa por estações adicionais para aparar, perfurar, cunhar e flangear antes de sair da prensa.
O controle do processo em cada estação determina se a peça acabada atende à tolerância. A pressão do suporte do blank controla o fluxo do material e evita enrugamento; a pressão insuficiente permite que o flange entorte, enquanto o excesso de pressão causa rasgos no raio de tração. O gerenciamento da lubrificação afeta as condições da superfície — um acabamento superficial liso de Ra ≤ 0,8 μm é alcançável em substratos de alumínio e aço quando a geometria da ferramenta e a espessura do filme lubrificante são combinadas corretamente.
A tolerância zero a rebarbas é um requisito não negociável para tampas de bateria. Uma rebarba na ranhura de vedação interrompe a superfície de contato da gaxeta e cria um caminho de vazamento; uma rebarba em uma borda interna pode migrar para a pilha de células. Obter arestas sem rebarbas de forma consistente na produção em massa requer ferramentas mantidas com folgas estreitas — normalmente 5–8% da espessura do material para aço, um pouco mais largas para alumínio — e intervalos regulares de inspeção de matrizes calibrados para o volume de produção.
Desempenho de vedação: Requisitos IP67 e IP68
IP67 exige que o gabinete resista à imersão em até um metro de água por trinta minutos sem entrada. O IP68 estende isso à imersão contínua a uma profundidade acordada entre o fabricante e o usuário final – normalmente 1,5 m por 30 minutos em aplicações automotivas, embora os OEMs de EV frequentemente especifiquem condições mais exigentes.
Alcançar essas classificações com uma tampa estampada depende de três fatores: o nivelamento do flange de vedação, o acabamento superficial da ranhura ou cordão que entra em contato com a gaxeta e a consistência dimensional do padrão de furo do parafuso que comprime a vedação. Um desvio de planicidade do flange de até 0,1 mm durante uma longa operação de vedação é suficiente para criar uma lacuna onde a água pode penetrar sob pressão. É por isso que a tolerância dimensional nas características de vedação é mantida mais rígida do que nas características estruturais – normalmente ±0,01 mm na profundidade da ranhura e na largura do cordão de vedação.
Nosso peças de estampagem de baterias automotivas e EV de precisão são fabricados com geometria de ranhura de vedação validada de acordo com as especificações do fornecedor de gaxetas antes da finalização das ferramentas de produção, eliminando os riscos de conjunto de compressão e de caminho de vazamento que surgem de incompatibilidades de ferramentas de projeto de dimensão nominal com dimensão nominal.
Nosso Battery Cover Stamping Parts: Specification Overview
Nosso battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
As peças apresentam um acabamento superficial liso (Ra ≤ 0,8 μm), com zero tolerância a rebarbas e sem deformação, protegendo efetivamente os núcleos da bateria contra poeira, umidade e impactos externos, ao mesmo tempo que alcançam integridade de vedação IP67/IP68. Eles suportam integração perfeita com invólucros de bateria e podem ser personalizados com saliências de montagem integradas, ranhuras de vedação, furos, flanges ou estruturas de dobra com base em necessidades específicas de instalação, incluindo provisões para conectores de alta tensão e interfaces de resfriamento.
Com excelente estabilidade estrutural e resistência à corrosão, essas peças estampadas para baterias EV melhoram a segurança geral e a durabilidade dos sistemas de baterias. Eles são adequados para produção em massa (500 mil – 10 milhões de peças/ano) , garantindo economia e fornecimento confiável para OEMs e fabricantes de baterias, apoiados pela certificação de qualidade IATF 16949.
Personalização: Ressaltos, Ranhuras, Flanges e Interfaces Funcionais
Não existem dois designs de baterias que compartilhem uma geometria de tampa idêntica. As plataformas EV diferem no formato da célula (cilíndrica, prismática, bolsa), disposição dos módulos, arquitetura de gerenciamento térmico e posicionamento do conector – e cada variação se propaga no design da tampa como uma combinação diferente de recursos.
Os requisitos de personalização mais comuns se enquadram em cinco categorias. Montando chefes — almofadas elevadas com furos roscados ou de folga — localize a tampa no compartimento da bateria e distribua a carga de fixação longe da interface de vedação. Vedação de ranhuras devem corresponder em largura, profundidade e raio às especificações da junta ou do anel de vedação, com tolerâncias suficientemente apertadas para garantir a taxa de compressão especificada em toda a faixa de produção. Recortes e furos perfurados para conectores, respiros e sensores devem ser posicionados em relação ao perímetro de vedação com a mesma precisão que os recursos de encaixe da tampa no invólucro. Flanges e estruturas de flexão adicione rigidez, crie recursos de localização de montagem ou forme pontos de fixação para módulos adjacentes. Interfaces de resfriamento — recessos ou recursos passantes que conectam a tampa a um circuito de refrigeração líquida — exigem um controle dimensional particularmente rigoroso para garantir uma conexão sem vazamentos aos coletores de refrigeração.
Todos esses recursos podem ser obtidos no processo de estampagem profunda e estampagem progressiva. O pré-requisito crítico é que as ferramentas sejam projetadas desde o início tendo em mente as tolerâncias de produção, e não as dimensões nominais — porque um recurso que é geometricamente correto em um modelo 3D, mas usinado de acordo com o valor nominal, sem margem de capacidade do processo, produzirá rejeitos no momento em que as condições do processo mudarem.
Nosso capacidades de design de matrizes de estampagem profunda para veículos automotivos e elétricos garanta que cada recurso personalizado seja projetado para estabilidade de produção desde o primeiro teste da matriz, reduzindo os ciclos de iteração entre a aprovação do protótipo e o lançamento da produção em massa.
Capacidade de produção em massa e garantia de qualidade
Os OEMs de baterias e os fornecedores de nível 1 precisam de mais do que uma peça que passe por uma inspeção de amostra. Eles precisam de uma cadeia de suprimentos capaz de entregar 500.000 a 10 milhões ou mais peças por ano com qualidade consistente, prazos de entrega previsíveis e um sistema de gestão de qualidade que gera os dados necessários para apoiar auditorias de clientes e submissões regulatórias.
A certificação IATF 16949 é o padrão de qualidade básico para cadeias de fornecimento automotivas. Ela exige que o controle estatístico do processo, a análise do sistema de medição e os processos de aprovação de peças de produção estejam implementados e documentados — não apenas no lançamento do fornecedor, mas continuamente durante todo o ciclo de produção. Especificamente para estampagem de tampas de bateria, isso significa que dimensões críticas nas características de vedação, planicidade do flange e posição do furo são medidas em um plano de amostragem definido para cada lote de produção, com resultados tendências e revisados em relação aos limites de controle.
Em volumes de produção acima de algumas centenas de milhares de peças por ano, a automação da estampagem torna-se essencial para manter a consistência. A tecnologia de servo-prensa permite que a força e a posição sejam controladas em cada estágio do curso, compensando a variação da espessura do material e o desgaste da matriz de uma forma que as prensas mecânicas de velocidade fixa não conseguem. Nosso equipamento de automação de estampagem integra controle de prensa, detecção na matriz e inspeção de peças para manter a estabilidade dimensional em longos ciclos de produção sem aumentar a intervenção do operador.
A certificação de materiais recebidos, os relatórios de inspeção do primeiro artigo, os relatórios de medição dimensional e a verificação do acabamento superficial são fornecidos como documentação padrão para cada ordem de produção, proporcionando às equipes de compras e qualidade os registros de rastreabilidade necessários para apoiar seus próprios compromissos com os clientes.
Qualificando um fornecedor de estampagem de tampa de bateria: o que verificar
O processo de qualificação de fornecedores para peças estampadas de tampas de baterias deve ir além de uma análise de amostra. Estas são as áreas que determinam se um fornecedor pode manter a qualidade em volume, e não apenas produzir amostras aceitáveis.
Programa de propriedade e manutenção de ferramentas. Confirme quem é o proprietário do ferramental de produção e qual é o intervalo de manutenção da matriz. Um fornecedor que atrasa a manutenção para maximizar o tempo de atividade da impressora acabará por produzir peças fora da tolerância sem aviso prévio.
Capacidade de medição em recursos de vedação. Solicite dados de medição R&R sobre as medições da ranhura de vedação e da planicidade do flange. Um sistema de medição com mais de 10% de variação em relação à faixa de tolerância não pode distinguir com segurança as peças conformes das não conformes.
Rastreabilidade de materiais. O alumínio e o aço para baterias devem ser rastreáveis até o certificado da fábrica. Para cadeias de abastecimento certificadas pela IATF isto é obrigatório; para aplicações não automotivas, ainda é a única maneira de verificar se o material atende à liga e à têmpera especificadas.
Processo de transição do protótipo para a produção. Um fornecedor com um processo APQP (Planejamento Avançado de Qualidade do Produto) documentado identificará possíveis falhas no processo antes que as ferramentas de produção sejam cortadas, reduzindo o risco de um atraso no lançamento causado por um problema de projeto para fabricação que era visível no desenho, mas nunca escalou.
Para OEMs e fabricantes de baterias que avaliam parceiros de estampagem, nosso serviços de desenvolvimento e qualificação de estampagem personalizada são estruturados exatamente em torno desses requisitos - desde a revisão inicial do DFM até o envio do PPAP e a produção em estado estacionário.
Postagem anterior
Liga de aço de alta dureza em matrizes de estampagem
Próxima postagem
Peças de estampagem de metal para eletrodomésticos: materiais, precisão e soluções personalizadas
Nosso Produtos.
Comece seu negócio com um fabricante OEM aqui mesmo!
Fornecer aos clientes globais soluções completas e prontas para uso
através
inovação!
LINKS RÁPIDOS
NOTÍCIAS
INFORMAÇÕES DE CONTATO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Direitos autorais © Equipamento de molde Co. de Suzhou Shuangqisi, Ltd. Todos os direitos reservados. Matriz de estampagem personalizada Fabricantes de matrizes para estampagem de metal
