-
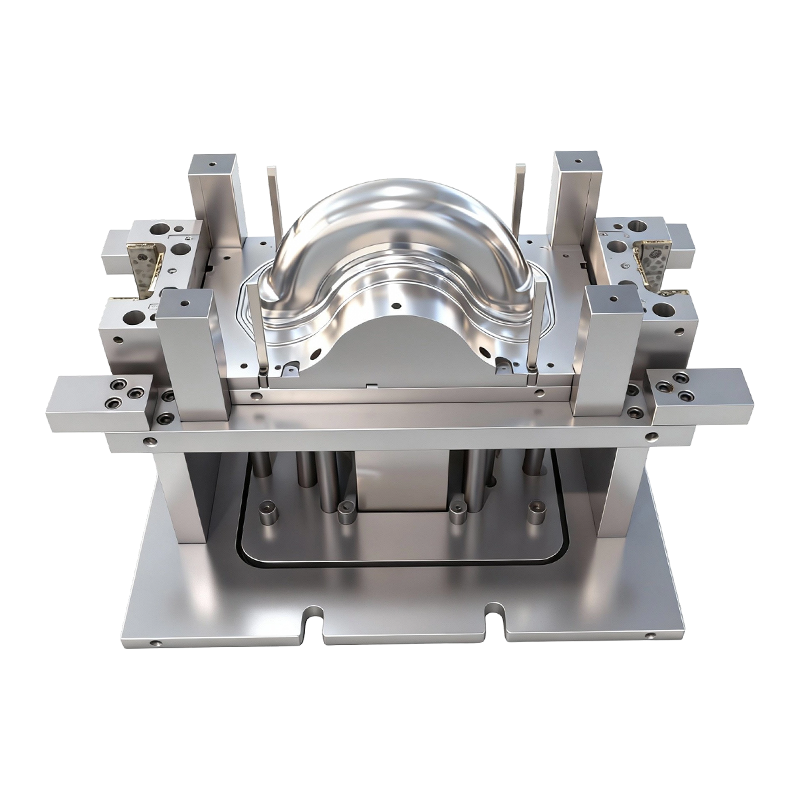
Molde de estampagem profunda para rodas dianteiras e traseiras de veículos elétricos de duas rodas
Este molde de estampagem profunda para rodas di...
-

Peças de estampagem de carcaça de motor automotivo
As peças de estampagem de carcaças de motores a...
-
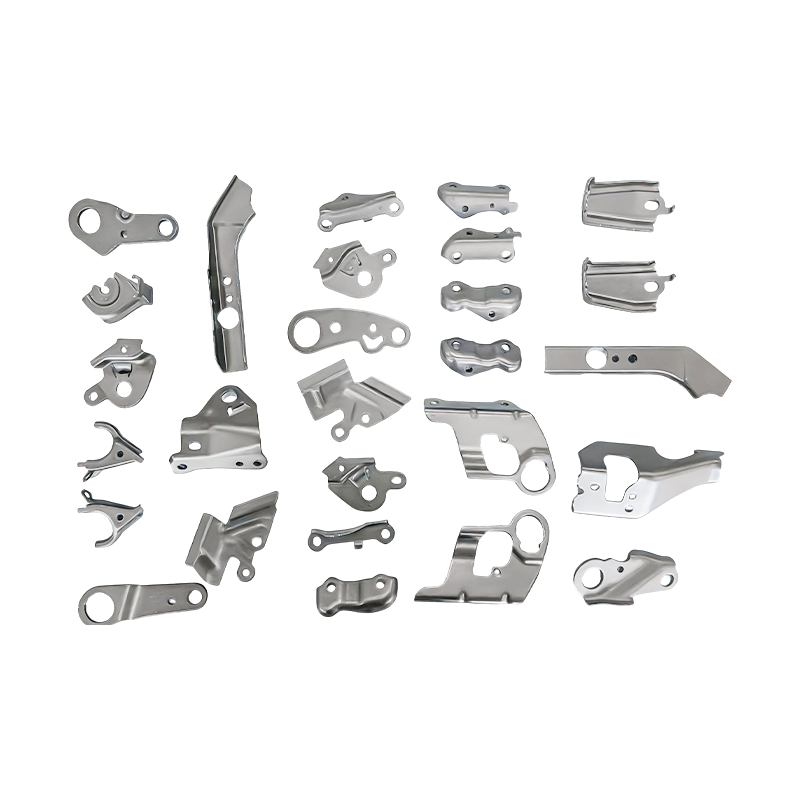
Peças automotivas pequenas para estampagem progressiva de peças
Nossas peças de estampagem progressiva de peque...
-
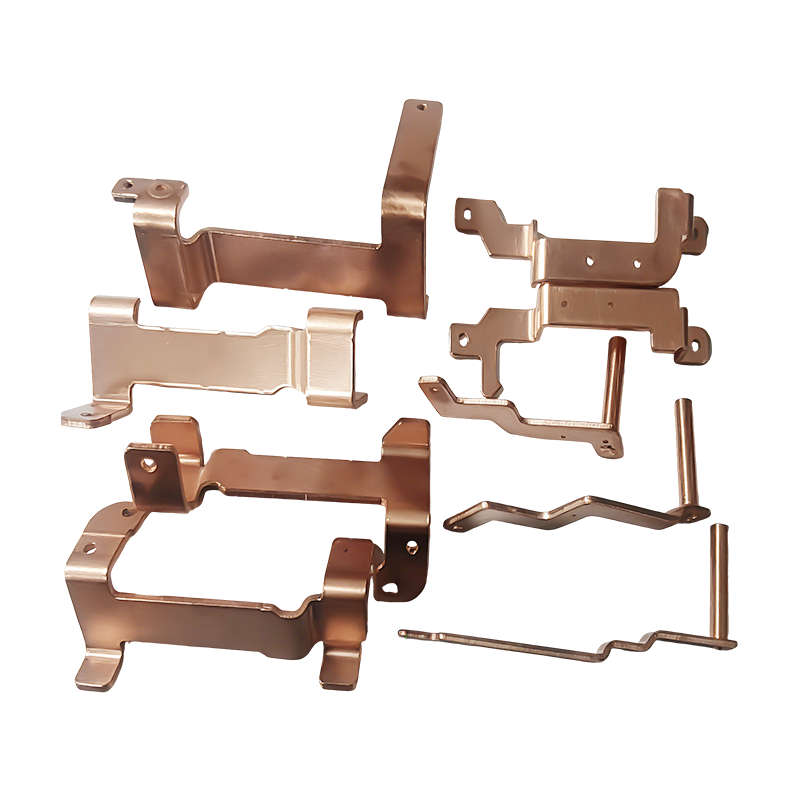
Peças de estampagem de barramento de cobre para veículos de energia nova
As novas peças de estampagem de barramentos de ...
-
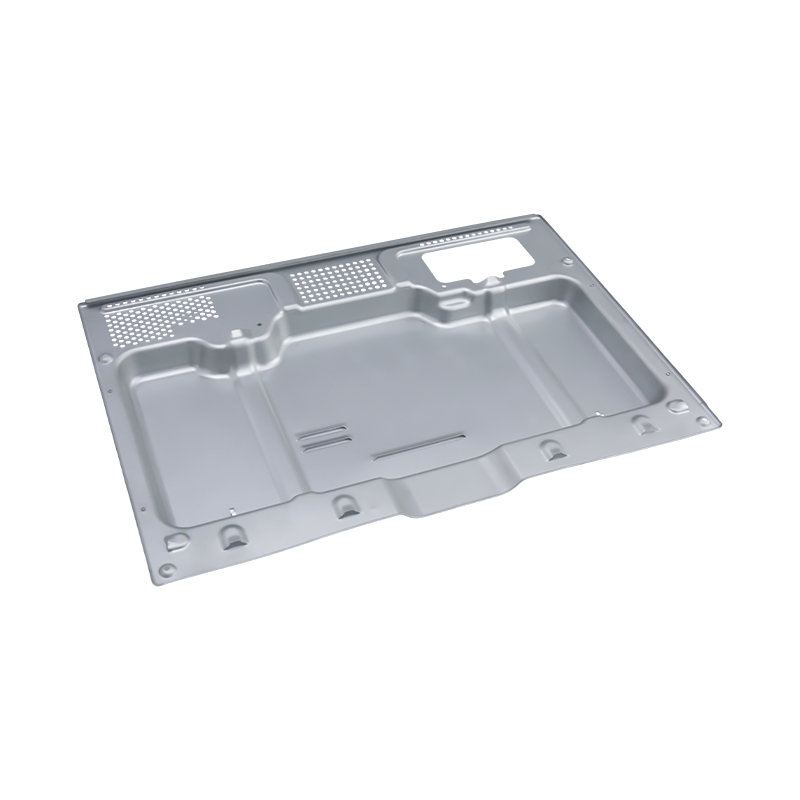
Peças de estampagem de forno de alta qualidade
Nossas peças de estampagem para forno de alta q...
-
Grandes peças de estampagem de computador de última geração
Nossas peças de estampagem de computador de gra...
Notícias da indústria
Página inicial / Notícias / Notícias da indústria / Projeto de matriz de estampagem profunda: guia de perfuração, matriz, folga e redução em vários estágios
Projeto de matriz de estampagem profunda: guia de perfuração, matriz, folga e redução em vários estágios
2026-05-20
Chapa metálica que entra em uma matriz como uma peça plana e sai como um componente oco e sem costura – essa transformação depende inteiramente de quão bem a matriz foi projetada. O projeto da matriz de estampagem profunda não é uma decisão única, mas uma cadeia de escolhas de engenharia, cada uma das quais abre ou fecha a janela na qual a conformação bem-sucedida pode ocorrer. Um raio de punção mal especificado, um suporte de blanks subdimensionado ou uma folga calculada incorretamente podem colapsar completamente a janela, produzindo sucata rachada ou enrugada em grandes volumes. As seções abaixo percorrem todas as principais variáveis de projeto e explicam o que cada uma controla.
O que o design da matriz de estampagem profunda realmente controla
Um conjunto de ferramentas de estampagem profunda possui três membros principais: o punção, a matriz e o suporte da peça bruta. O punção empurra a peça plana para dentro da cavidade da matriz. A matriz define a geometria externa da peça acabada. O suporte da peça bruta pressiona contra o flange da peça bruta para regular a quantidade de material que entra na cavidade durante o curso.
Cada membro deve ser projetado em relação aos demais. O diâmetro do punção estabelece o diâmetro interno do copo desenhado; o diâmetro da matriz é maior pela quantidade da folga de trabalho. O suporte da peça bruta fica entre os dois, mantendo a pressão de contato no flange durante todo o curso. Quando as relações entre esses três componentes estão corretas, o metal flui para dentro e para baixo sem enrugar no flange ou fraturar na ponta do punção. Quando qualquer relacionamento está errado, um desses dois modos de falha aparece imediatamente.
Para produção em alto volume, conjuntos de matrizes de estampagem profunda de nível automotivo adicione outros requisitos: vida útil mais longa da ferramenta, consistência precisa entre peças e compatibilidade com sistemas de transferência automatizados. Esses requisitos intensificam a importância de cada decisão de projeto descrita abaixo.
Geometria Punch and Die: De onde vem o formato da peça
O raio da ponta do punção e o raio de entrada da matriz são os dois parâmetros geométricos mais importantes no projeto da matriz de estampagem profunda. Ambos controlam como o metal se dobra à medida que faz a transição da placa plana para a parede desenhada.
Raio do nariz perfurado é normalmente definido entre quatro e oito vezes a espessura do material para aços padrão. Um raio muito pequeno concentra a tensão de tração na dobra, promovendo adelgaçamento e eventual fratura. Um raio muito grande permite que o metal deforme antes de ser capturado pela parede da matriz, produzindo rugas na parede.
Raio de entrada da matriz - às vezes chamado de raio do canto da matriz - rege a resistência que a peça bruta encontra ao ser desenhada sobre a borda da matriz. Um raio da matriz bem polido e de tamanho apropriado reduz o atrito e permite que o material flua suavemente para dentro da cavidade. A prática padrão define esse raio em quatro a dez vezes a espessura do material, dependendo da taxa de estiramento e da ductilidade do material. Raios subdimensionados aumentam o risco de rasgos; raios superdimensionados em materiais finos criam vãos sem suporte que se curvam em rugas.
Para peças com seções transversais quadradas ou retangulares, os raios dos cantos requerem atenção individual. Os cantos concentram a tensão de compressão durante a conformação, e raios de canto generosos - normalmente maiores do que para peças redondas equivalentes - permitem estampagens mais profundas em uma única operação sem enrugamento dos cantos.
Folga de trabalho entre punção e matriz
A folga é a folga radial entre o punção e a parede da matriz. Durante a trefilação, o metal deve passar por essa lacuna e normalmente engrossa ligeiramente à medida que flui para dentro. A folga deve acomodar esse espessamento sem comprimir o metal com tanta força que o atrito suba a níveis destrutivos e sem deixar tanto espaço que o metal se curve lateralmente em rugas na parede.
Para a maioria dos aços de baixo carbono, uma folga de trabalho de 1,07 a 1,15 vezes a espessura do material por lado é a faixa inicial aceita. Materiais mais duros ou mais espessos podem exigir folga no limite superior desta faixa. Materiais mais finos e tolerâncias mais restritas na espessura da parede empurram o design para a extremidade inferior. Sistemas de matrizes progressivas para matrizes de estampagem profunda progressiva automotiva multiestações aplique a mesma lógica em cada estação sucessiva, com a folga normalmente diminuindo à medida que o diâmetro do copo diminui e a uniformidade da parede se torna mais crítica.
Seleção de materiais e sua influência no design da matriz
O projetista da matriz não pode escolher o material da peça, mas as propriedades do material determinam quais parâmetros de projeto são viáveis. Duas propriedades da chapa metálica são especialmente relevantes: o expoente de endurecimento por deformação (valor n) e a razão de deformação plástica (valor r, também chamado de coeficiente de Lankford).
Um valor n alto significa que o material endurece rapidamente à medida que se estica, distribuindo a deformação de maneira mais uniforme pela peça bruta. Isto permite taxas de estiramento mais agressivas antes da fratura. Um valor r alto significa que o material resiste ao desbaste na direção da espessura e flui preferencialmente no plano da chapa – exatamente o que a estampagem profunda exige. Materiais com altos valores de r podem ser extraídos para proporções maiores entre profundidade e diâmetro antes que o limite de fratura do punch-nose seja atingido.
Em termos práticos, um aço livre de intersticiais (IF) com valores de r acima de 1,8 permite projetos de matrizes com profundidades de estiramento único mais profundas e maiores proporções de diâmetro da peça bruta para punção do que um aço convencional de baixo carbono com valores de r próximos de 1,0. As ligas de alumínio geralmente têm valores de r abaixo de 1,0, o que significa que os projetos de matrizes para alumínio devem depender mais de reduções de estiramento em vários estágios e de um controle mais cuidadoso do suporte do blank para atingir a mesma profundidade do copo. Os mesmos princípios se aplicam ao projetar componentes de estampagem automotiva de precisão onde tolerâncias dimensionais restritas agravam os desafios de variabilidade do material.
Redução de empate em vários estágios: quando uma operação não é suficiente
Quando a relação profundidade-diâmetro necessária da peça acabada excede o que um único estiramento pode alcançar com segurança – normalmente uma relação de estiramento acima de 2,0 a 2,2 para a maioria dos aços – o projeto deve incorporar vários estágios de estiramento. Cada estágio reduz o diâmetro do copo enquanto aumenta sua altura, e cada estágio tem seu próprio punção, matriz e suporte de blank.
O primeiro estiramento leva a peça plana até a taxa de estiramento máxima que o material permite. Os redesenhos subsequentes operam no copo já formado e podem atingir taxas de estiramento de 1,2 a 1,4 por estágio porque o metal no flange já está parcialmente endurecido e apresenta menos risco de enrugamento severo. O recozimento entre estágios pode ser necessário para materiais que endurecem rapidamente, para restaurar a ductilidade antes da próxima redução.
| Estágio de sorteio | Proporção máxima de empate típica | Notas |
|---|---|---|
| Primeiro sorteio | 1,8 – 2,2 | Depende do valor r e da espessura do blank |
| Segundo sorteio (redesenhar) | 1,2 – 1,4 | Menor risco devido ao endurecimento prévio |
| Terceiro sorteio e além | 1,1 – 1,3 | O recozimento pode ser necessário entre os estágios |
Projetos de vários estágios aumentam o custo das ferramentas e o tempo de prensagem, mas geralmente são o único caminho para a geometria necessária da peça. A comparação económica entre abordagens de estágio único e de múltiplos estágios está intimamente ligada ao volume de produção — um fator explorado com mais detalhes no artigo sobre diferenças de custo entre produtos de estampagem de metal e peças de repuxo profundo .

Desenhe contas e pressão do fichário: ajuste fino do fluxo de material
As contas de desenho são saliências elevadas usinadas na superfície do fichário (suporte em branco). À medida que a peça bruta desliza sobre eles durante o curso de estiragem, eles impõem deformações de flexão e inflexão que criam resistência adicional ao fluxo do material. Ao variar a altura, largura e posição dos cordões de estiramento ao redor do perímetro da peça bruta, o projetista da matriz pode controlar a quantidade de material que entra na cavidade da matriz em cada ponto – redirecionando o fluxo para longe de áreas propensas a rasgar e em direção a áreas que poderiam enrugar.
O posicionamento do cordão de tração é especialmente importante para peças não axissimétricas, como painéis de carrocerias automotivas, onde diferentes seções do perímetro da peça bruta precisam de resistência ao fluxo muito diferente. Peças com grandes áreas planas cercadas por relevos profundos muitas vezes exigem cordões para evitar que as áreas planas desenvolvam distorção da superfície sob o aglutinante.
A pressão do encadernador complementa o desenho do cordão. O aglutinante deve aplicar força suficiente para evitar que o flange se deforme e se transforme em rugas, mas não tanto que bloqueie o fluxo de material para dentro da cavidade – o que aumentaria a tensão de tração na parede do copo até o ponto de fratura. A pressão correta do ligante está, portanto, dentro de uma janela de processo cujos limites são definidos pelo limite de enrugamento abaixo e pelo limite de fratura acima. O próximo artigo desta série aborda como a taxa de estiramento e a força do suporte do blank interagem para definir e controlar essa janela.
Lubrificação e acabamento superficial da matriz
O atrito no raio de entrada da matriz e na interface do suporte da peça bruta tem um efeito direto na tensão de tração suportada pela parede do copo. Maior atrito significa maior tensão na parede – o que aproxima o processo do limite de fratura. A lubrificação eficaz reduz esse estresse e amplia a janela do processo.
O acabamento da superfície da matriz interage com a lubrificação. Um raio de matriz polido com rugosidade superficial abaixo de Ra 0,4 µm permite que o lubrificante forme uma película consistente, reduzindo a variabilidade de atrito. Superfícies ásperas ou arranhadas retêm o lubrificante de maneira desigual e introduzem concentrações de tensão localizadas que podem iniciar a fratura em tensões de parede inferiores às esperadas.
A seleção do lubrificante depende do material que está sendo desenhado. Os aços com baixo teor de carbono toleram uma ampla variedade de lubrificantes, desde óleos leves de trefilação até compostos pesados EP (extrema pressão). As ligas de alumínio requerem lubrificantes que não reajam com a superfície do metal, pois compostos reativos podem causar escoriações e arranhões na superfície. Os aços inoxidáveis — que endurecem rapidamente — muitas vezes requerem lubrificantes clorados para gerenciar as altas pressões de interface geradas durante a trefilação.
Seleção de aço ferramenta e durabilidade da matriz
A vida útil da matriz na estampagem profunda é limitada pelo desgaste abrasivo no raio de entrada da matriz e pelo desgaste na superfície do ligante. Ambos os mecanismos aceleram quando a pressão do ligante é alta, a película lubrificante se rompe ou o material da peça bruta contém inclusões abrasivas.
Os materiais de matriz padrão para produção de volume médio incluem aço ferramenta D2 (aproximadamente 60–62 HRC após o endurecimento) e DC53, que oferece melhor tenacidade com dureza semelhante. A produção automotiva de alto volume geralmente exige pastilhas de metal duro no raio de entrada da matriz, onde as taxas de desgaste são mais altas. Os revestimentos de superfície — nitreto de titânio (TiN), carbonitreto de titânio (TiCN) ou carbono semelhante ao diamante (DLC) — prolongam ainda mais a vida útil, reduzindo o coeficiente de atrito na interface ferramenta-blanco.
Para conjuntos de matrizes de estampagem de alta precisão visando tolerâncias de componentes automotivos ou EV, a seleção de aço para ferramentas e as especificações de tratamento térmico são tão críticas quanto os parâmetros de projeto geométrico descritos acima. Uma matriz dimensionalmente perfeita usinada a partir de aço com tratamento térmico inadequado irá falhar muito antes de sua vida útil projetada.
Simulação antes do aço: análise de elementos finitos no projeto de matrizes
O projeto moderno de matrizes de estampagem profunda depende fortemente da análise de elementos finitos (FEA) para prever os resultados da conformação antes que qualquer metal seja cortado. As simulações FEA modelam a peça bruta como uma malha de elementos deformáveis, aplicam o golpe do punção de forma incremental e calculam a distribuição de tensão, deformação e espessura em cada ponto da peça bruta ao longo do golpe.
O resultado de uma simulação bem calibrada inclui uma sobreposição de diagrama de limite de formação (FLD), que mostra se alguma região da peça bruta está se aproximando do limite de fratura ou enrugamento. Se a simulação prever falhas, o projetista poderá ajustar o raio do punção, o raio da matriz, a pressão do ligante, a geometria do cordão de desenho ou o formato da peça bruta – iterando no software e não no aço. Este processo reduz significativamente o tempo de teste e reduz o número de modificações físicas da ferramenta necessárias antes que a matriz produza peças aceitáveis.
A qualidade da simulação depende de dados precisos do cartão de material — especificamente a descrição da superfície de escoamento, valores r, valor n e curva de tensão de fluxo para a bobina de material específica a ser usada na produção. Dados genéricos de materiais produzem previsões plausíveis, mas não confiáveis; dados específicos de materiais provenientes de testes de tração e testes FLD produzem previsões que se traduzem diretamente no comportamento da prensa.
Resumo: As variáveis de design que mais importam
O projeto da matriz de estampagem profunda resolve um pequeno número de variáveis, cada uma das quais deve ser definida dentro de um intervalo que depende das outras. Os raios do punção e da matriz determinam a severidade da dobra nas transições. A folga de trabalho acomoda o espessamento do metal sem gerar atrito destrutivo. A taxa de estiramento define o limite superior de deformação em um único estágio. A pressão do aglutinante e os cordões de estiramento controlam o fluxo do material ao redor do perímetro da peça bruta. A lubrificação e o acabamento superficial determinam quanto da pressão permitida do ligante realmente atinge a peça bruta. A seleção do aço ferramenta e do revestimento determina por quanto tempo a matriz mantém essas condições cuidadosamente estabelecidas.
Nenhuma variável pode ser otimizada isoladamente. Uma alteração no raio de entrada da matriz altera a pressão ideal do ligante. Uma mudança na qualidade do material altera a taxa de estiramento viável. Essa interdependência é a razão pela qual o projeto de matrizes de estampagem profunda exige uma abordagem sistemática - e por que acertar, desde a simulação até o teste, produz peças que atendem aos exigentes requisitos estruturais e dimensionais para aplicações em rodas e chassis consistentemente em milhões de ciclos de produção.
Postagem anterior
Peças de estampagem de assentos automotivos: fabricação de alta precisão, suporte de carga e seleção de materiais
Próxima postagem
Peças para estampagem de assentos de carro: guia de qualidade e ajuste
Nosso Produtos.
Comece seu negócio com um fabricante OEM aqui mesmo!
Fornecer aos clientes globais soluções completas e prontas para uso
através
inovação!
LINKS RÁPIDOS
NOTÍCIAS
INFORMAÇÕES DE CONTATO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Direitos autorais © Equipamento de molde Co. de Suzhou Shuangqisi, Ltd. Todos os direitos reservados. Matriz de estampagem personalizada Fabricantes de matrizes para estampagem de metal
