-
Molde de estampagem profunda para rodas dianteiras e traseiras de veículos elétricos de duas rodas
Este molde de estampagem profunda para rodas di...
-

Peças de estampagem de extremidade do tanque de gás
As peças de estampagem de extremidades de tanqu...
-
Peças de estampagem de forno de alta qualidade
Nossas peças de estampagem para forno de alta q...
-
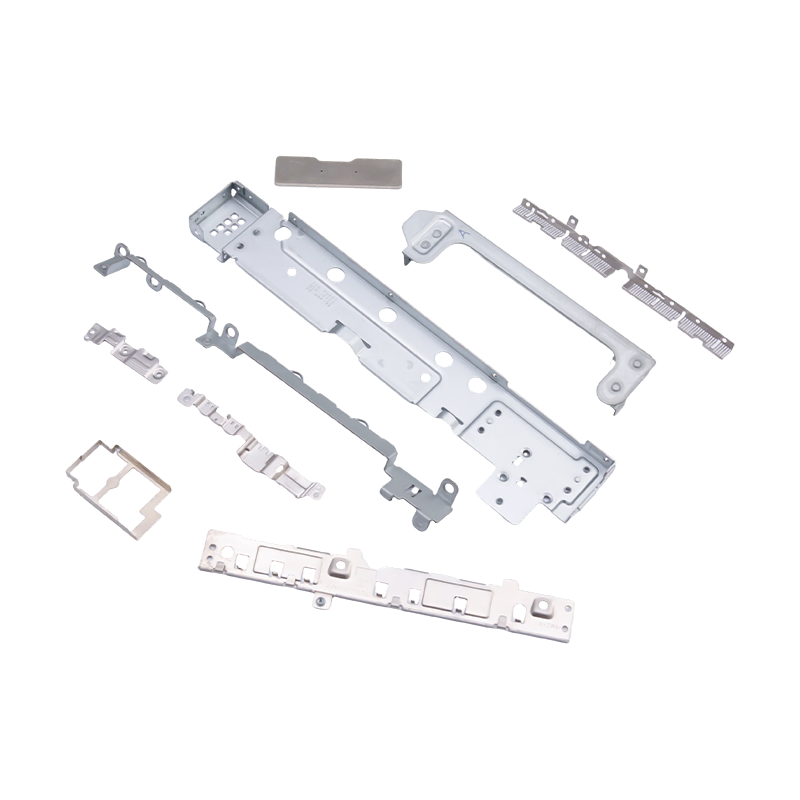
Pequenas peças estampadas para laptops e celulares
Como componentes internos essenciais para eletr...
-

Peças de estampagem de carcaça de motor automotivo
As peças de estampagem de carcaças de motores a...
-
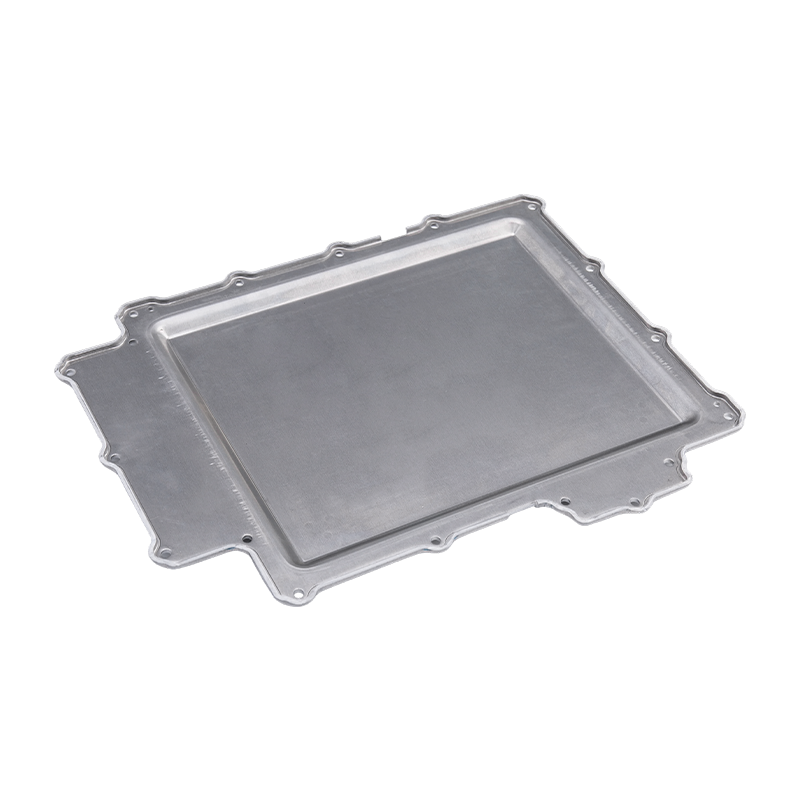
Peças de estampagem da tampa da bateria
Nossas peças de estampagem de tampa de bateria ...
Notícias da indústria
Página inicial / Notícias / Notícias da indústria / Dos painéis da carroceria às carcaças das baterias: a engenharia por trás das matrizes de estampagem profunda automotiva
Dos painéis da carroceria às carcaças das baterias: a engenharia por trás das matrizes de estampagem profunda automotiva
2026-04-21
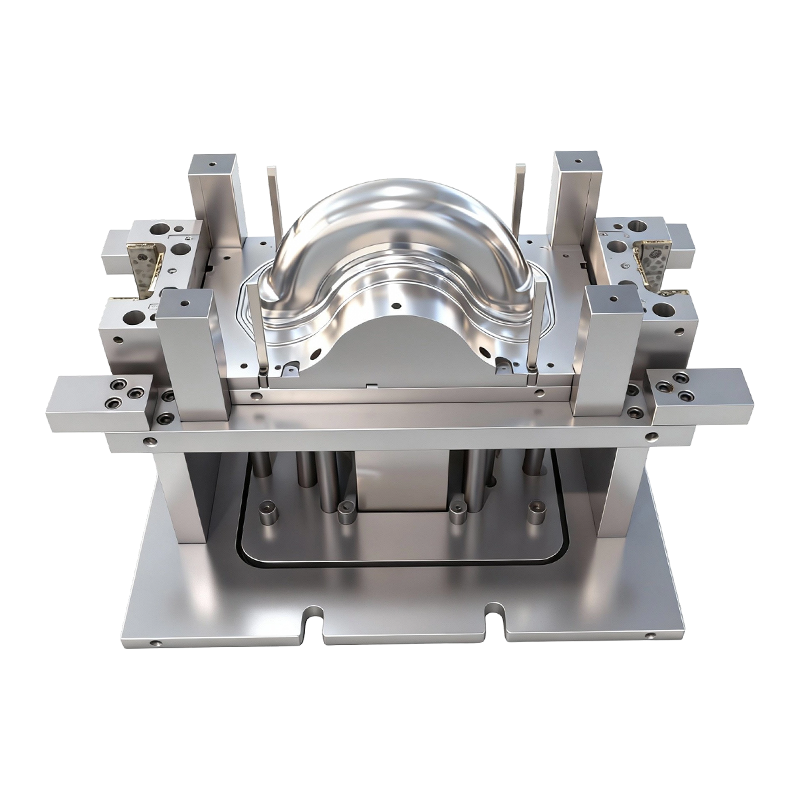
O que são matrizes de estampagem automotiva e como funcionam
Matrizes de estamparia automotiva são sistemas de ferramentas de precisão usados para moldar chapas metálicas planas em componentes tridimensionais complexos por meio de deformação plástica controlada. Entre os vários tipos, matrizes de desenho e matrizes de estampagem profunda são os mais críticos para a produção de peças ocas ou em forma de copo – desde painéis externos de portas e capôs até gabinetes de baterias e reforços estruturais.
O processo de estampagem profunda funciona pressionando uma peça plana de metal em uma cavidade da matriz usando um punção, enquanto um suporte de peça bruta aplica força controlada para guiar o fluxo do metal e evitar defeitos. Ao contrário da conformação superficial, a estampagem profunda atinge uma proporção de estampagem – a relação entre o diâmetro da peça bruta e o diâmetro do punção – que geralmente excede 2,5:1, permitindo a produção de peças significativamente mais profundas em relação à sua largura. Esta capacidade é essencial para aplicações automotivas onde geometria complexa e integridade estrutural devem coexistir.
Um conjunto completo de matriz normalmente inclui quatro componentes principais:
- O soco , que deforma fisicamente a peça metálica em bruto para baixo na cavidade
- O morrer (molde fêmea), que define a forma externa e as dimensões da peça formada
- O suporte em branco , que exerce pressão ajustável no flange de chapa metálica para gerenciar o fluxo de material
- O morrer set (montagem de base e guia), que garante alinhamento preciso e repetibilidade em todos os ciclos de produção
Juntos, esses componentes devem ser projetados com níveis de tolerância normalmente mantidos em ±0,02mm , garantindo precisão dimensional em execuções de produção de alto volume que podem atingir centenas de milhares de peças por ano.
Principais critérios de projeto para matrizes de estampagem profunda de alto desempenho
Projetar matrizes de estampagem profunda eficazes para uso automotivo exige o equilíbrio de diversas demandas de engenharia concorrentes. Um projeto deficiente leva a rachaduras, enrugamentos, retorno elástico ou desgaste prematuro da ferramenta – todos os quais aumentam diretamente os custos de produção e o tempo de inatividade. Os parâmetros a seguir são fundamentais para obter resultados consistentes e sem defeitos.
Controle de força do suporte em branco
A força de fixação do blank (BHF) é uma das variáveis mais influentes no processo de estampagem profunda. BHF insuficiente faz com que a chapa metálica deforme e enrugue à medida que flui para dentro; BHF excessivo restringe o fluxo de material e leva a rasgos ou rachaduras no raio do punção. Modernoo matrizes de estampagem automotiva use suportes de blanks hidráulicos ou servo-controlados, capazes de ajustar dinamicamente a pressão durante todo o ciclo do curso - geralmente variando de 20% a 80% da força máxima, dependendo da profundidade de conformação e do tipo de material.
Acabamento de Superfície e Redução de Fricção
As superfícies da matriz em contato com a chapa metálica devem atingir um acabamento ultra-liso para minimizar o desbaste e escoriações induzidos por fricção. Padrões da indústria para alto desempenho matrizes de estampagem profunda requerem uma rugosidade superficial de Ra ≤ 0,05μm , obtido por meio de polimento, cromagem dura ou revestimentos de deposição física de vapor (PVD), como TiCN ou DLC (carbono semelhante a diamante). Esses revestimentos também prolongam significativamente a vida útil da ferramenta, reduzindo os intervalos de substituição em ambientes de produção em massa.
Arquitetura de ferramentas modulares
As estruturas modulares da matriz permitem que componentes individuais — como punções, insertos ou segmentos de suporte de peça bruta — sejam substituídos de forma independente, em vez de exigir a substituição completa da matriz. Para OEMs automotivos que executam diversas variantes de modelos em plataformas compartilhadas, a modularidade reduz o investimento em ferramentas em 25 a 40% e reduz o tempo de troca de horas para minutos. Essa abordagem de projeto também simplifica o agendamento de manutenção e permite uma adaptação mais rápida às ordens de alteração de engenharia (ECOs).
Aplicações em Veículos Tradicionais vs. Veículos Elétricos
Embora a mecânica fundamental da estampagem profunda permaneça consistente, os requisitos específicos para veículos tradicionais e veículos eléctricos (VE) diferem substancialmente – reflectindo diferenças em materiais, geometrias e prioridades estruturais.
| Parâmetro | Veículos Tradicionais | Veículos Elétricos |
|---|---|---|
| Materiais primários | Aço macio, aço HSLA | Liga de alumínio, liga de magnésio-alumínio |
| Proporção de desenho típica | 1,8:1 – 2,2:1 | 2,5:1 e superior |
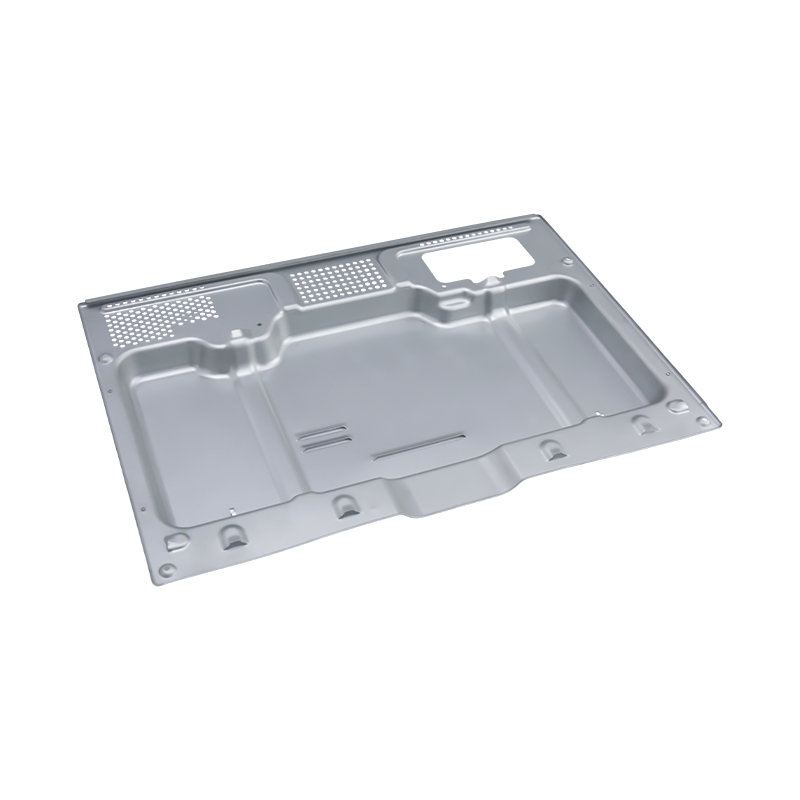
| Componentes chave formados | Painéis das portas, capôs, tampas do porta-malas | Carcaças de baterias, carcaças de motores, bandejas de piso |
| Requisito de tolerância | ±0,05 mm (painéis da carroceria) | ±0,02mm (battery enclosures) |
| Morrer desafio material | Resistência ao desgaste para conformação de aço | Prevenção de escoriações com ligas macias |
Para aplicações específicas de EV, matrizes de desenho projetados para carcaças de baterias de liga de magnésio-alumínio enfrentam desafios únicos. Essas ligas leves têm menor ductilidade que o aço e são mais propensas a retorno elástico e escoriações superficiais. As matrizes para esses componentes são normalmente projetadas com ferramentas aquecidas (formagem a quente de 200 a 300°C) para melhorar o fluxo do material, juntamente com canais de distribuição de lubrificante especializados integrados à estrutura da matriz para manter condições de atrito consistentes em longos ciclos de produção.
Tecnologias de simulação e monitoramento inteligente em engenharia de matrizes
Modern matrizes de estampagem automotiva são desenvolvidos em conjunto com plataformas de simulação avançadas antes de qualquer ferramenta física ser produzida. O software de análise de elementos finitos (FEA) — incluindo ferramentas como AutoForm, Pam-Stamp e LS-DYNA — permite que os engenheiros simulem virtualmente todo o processo de conformação, prevendo a distribuição de desbaste, zonas de risco de enrugamento, magnitude de retorno elástico e requisitos de pressão do suporte de blanks com alta precisão.
Um fluxo de trabalho de simulação típico para um componente complexo e repuxado inclui:
- Entrada de caracterização de material — limite de escoamento, valor n (expoente de endurecimento por deformação), valor r (razão de anisotropia plástica) para a liga e têmpera específicas
- Análise do diagrama de limite de formação (FLD) — identificar zonas seguras, marginais e de falha dentro da peça formada
- Modelagem de compensação Springback — prever a recuperação elástica e pré-compensar a geometria da matriz para obter a forma final final
- Experimente a iteração virtual — reduzindo os ciclos de testes físicos de 10 a 15 para menos de 5 por peça, economizando tempo e custos de material significativos
Além do design, os sistemas de monitoramento inteligentes estão cada vez mais integrados na produção matrizes de estampagem profunda eles mesmos. Sensores de força piezoelétricos medem em tempo real a distribuição de força do suporte do blank, enquanto sensores de emissão acústica detectam sinais precoces de escoriações ou rachaduras no material antes que peças defeituosas sejam produzidas. Os dados desses sensores alimentam os sistemas de execução de fabricação (MES), permitindo o controle do processo em circuito fechado que ajusta os parâmetros da prensa dinamicamente – mantendo a estabilidade dimensional mesmo quando as propriedades do lote de material variam entre os lotes de bobina.
Seleção de materiais e tratamento de superfície para longa vida útil da ferramenta
A vida útil de matrizes de desenho na produção automotiva de alto volume é um fator econômico crítico. Pode-se esperar que um conjunto de matrizes de painel de carroceria típico produza de 500.000 a 1.000.000 de peças antes de exigir uma grande reforma. Conseguir isso requer uma seleção cuidadosa de materiais de matriz e tratamentos de superfície adequados ao material da peça e ao volume de produção.
Os materiais de matriz comuns usados na estamparia automotiva incluem:
- Ferro fundido dúctil (GGG70L) — econômico para matrizes de volume baixo a médio, boa usinabilidade, mas menor dureza (58–62 HRC após tratamento)
- Aço ferramenta (D2, DC53) — maior dureza e resistência ao desgaste, preferida para matrizes de conformação de aço de alto volume
- Pastilhas de metal duro — aplicado em zonas de contato de alto desgaste, como raios de matrizes e cordões de estiramento, prolongando a vida útil local em 3–5× em comparação com o aço ferramenta sozinho
- Ligas de bronze de alumínio — usado para matrizes formando peças de alumínio ou magnésio, evitando escoriações devido ao emparelhamento de materiais diferentes
Os tratamentos de superfície aplicados após a usinagem e o tratamento térmico melhoram ainda mais o desempenho. A nitretação aumenta a dureza superficial para 70 HRC enquanto mantém a tenacidade do núcleo. Os revestimentos PVD, como TiAlN, oferecem dureza superior a 3.000 HV e reduzem os coeficientes de atrito de ~0,15 para menos de 0,05 – traduzindo-se diretamente na redução do desbaste em componentes leves de veículos elétricos, onde a uniformidade da espessura da parede é crítica para a vedação do invólucro da bateria e o desempenho estrutural.
Adaptação de matrizes de estampagem automotiva para tendências de leveza e alta resistência
A mudança acelerada da indústria automóvel em direção à redução de peso - impulsionada tanto pela eficiência da gama de veículos elétricos como pelas regulamentações de emissões - está a remodelar fundamentalmente as exigências impostas aos veículos elétricos. matrizes de estampagem automotiva . Os aços avançados de alta resistência (AHSS) com resistência à tração acima de 1.000 MPa, bem como as ligas de alumínio das séries 6xxx e 7xxx, estão substituindo cada vez mais o aço-carbono convencional em aplicações estruturais. Esses materiais exigem forças de conformação significativamente maiores, controle BHF mais preciso e estratégias aprimoradas de compensação de retorno elástico em comparação com seus antecessores.
Para os fabricantes que fornecem matrizes para este mercado em evolução, a resposta tem sido multidirecional. As estruturas das matrizes estão sendo reprojetadas com maior rigidez para suportar maiores cargas de conformação sem erros dimensionais induzidos por deflexão. Canais de resfriamento e aquecimento estão sendo integrados aos corpos das matrizes para permitir a conformação a quente ou a quente de alumínio e aço ao boro. E os processos de teste orientados por simulação estão comprimindo os prazos de desenvolvimento, mesmo à medida que a complexidade das peças aumenta.
Em última análise, matrizes de estampagem profunda para componentes automotivos e EV da próxima geração devem oferecer simultaneamente tolerâncias mais rígidas, vida útil mais longa, configuração mais rápida e compatibilidade com uma gama mais ampla de materiais avançados. Alcançar esse equilíbrio exige uma abordagem de engenharia integrada – combinando fabricação de precisão, revestimentos avançados, monitoramento de processos em tempo real e conhecimento em ciência de materiais – que posicione a tecnologia de matrizes de estampagem profunda como um facilitador central da transformação da indústria automotiva.

Postagem anterior
Peças para estampagem de metal: tipos e aplicações
Próxima postagem
Por que a liga de alumínio está substituindo o aço em peças de estampagem eletrônica?
Nosso Produtos.
Comece seu negócio com um fabricante OEM aqui mesmo!
Fornecer aos clientes globais soluções completas e prontas para uso
através
inovação!
LINKS RÁPIDOS
NOTÍCIAS
INFORMAÇÕES DE CONTATO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Direitos autorais © Equipamento de molde Co. de Suzhou Shuangqisi, Ltd. Todos os direitos reservados. Matriz de estampagem personalizada Fabricantes de matrizes para estampagem de metal
