-
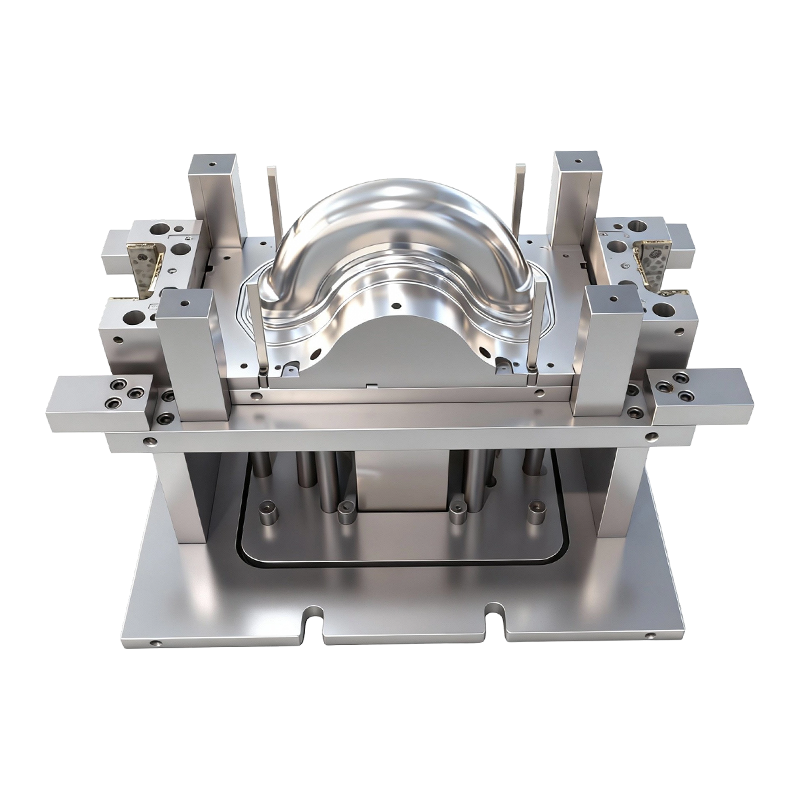
Molde de estampagem profunda para rodas dianteiras e traseiras de veículos elétricos de duas rodas
Este molde de estampagem profunda para rodas di...
-
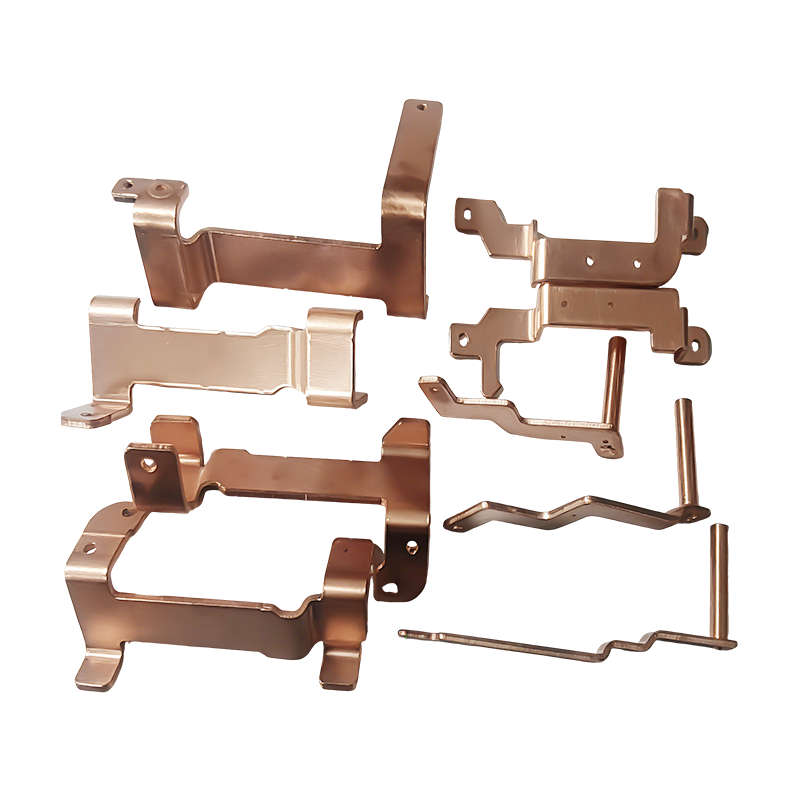
Peças de estampagem de barramento de cobre para veículos de energia nova
As novas peças de estampagem de barramentos de ...
-
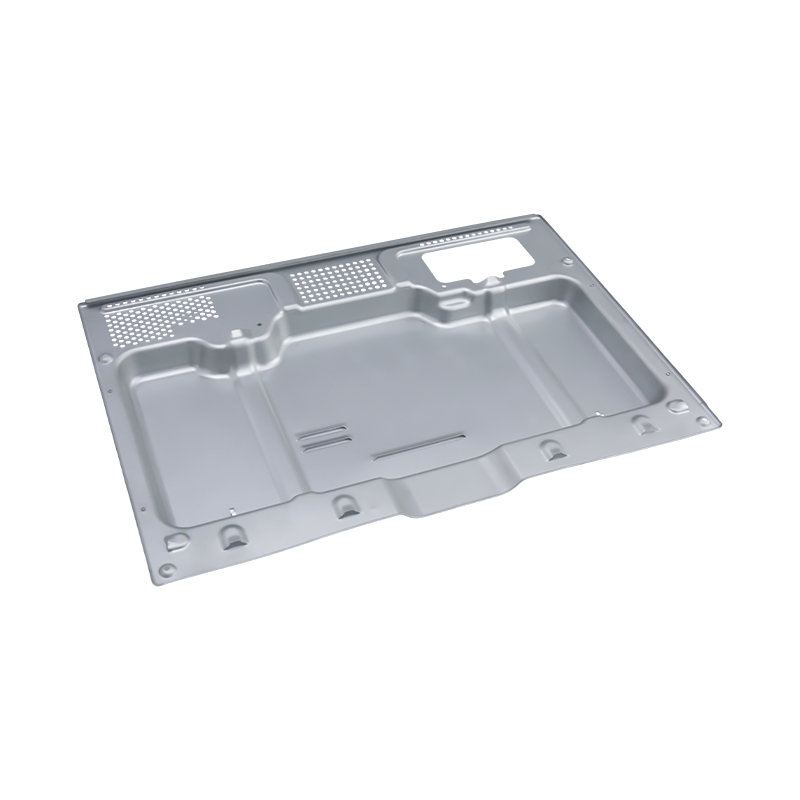
Peças de estampagem de forno de alta qualidade
Nossas peças de estampagem para forno de alta q...
-

Peças de estampagem de extremidade do tanque de gás
As peças de estampagem de extremidades de tanqu...
-

Peças de estampagem de caminhões pesados
Nossas peças de estampagem para caminhões pesad...
-
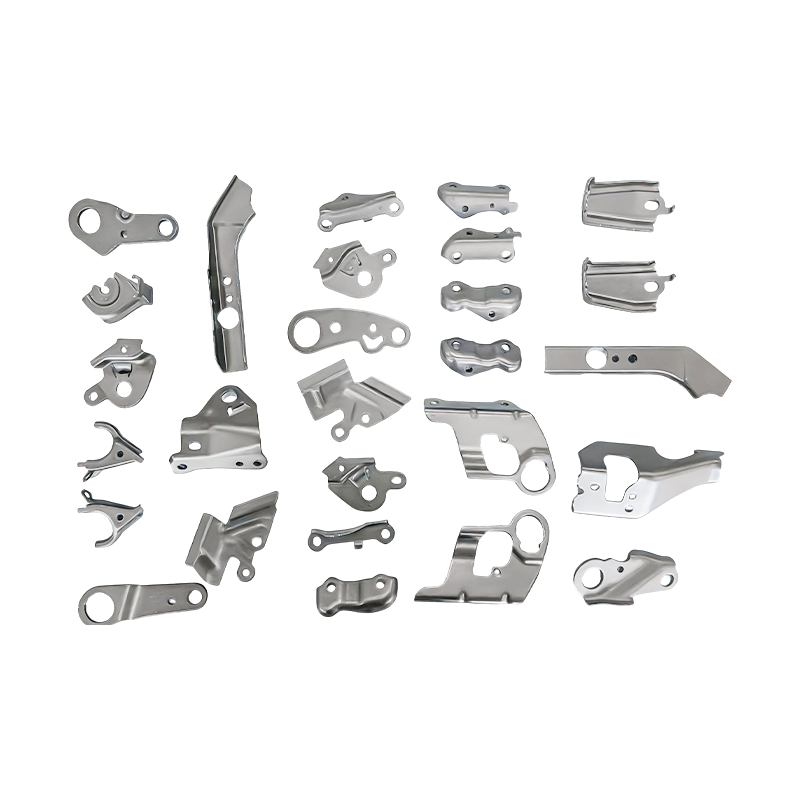
Peças automotivas pequenas para estampagem progressiva de peças
Nossas peças de estampagem progressiva de peque...
Notícias da indústria
Página inicial / Notícias / Notícias da indústria / Leve, de alta precisão: as estratégias de matrizes de estampagem profunda que impulsionam a inovação dos painéis de carroceria de veículos elétricos
Leve, de alta precisão: as estratégias de matrizes de estampagem profunda que impulsionam a inovação dos painéis de carroceria de veículos elétricos
2026-05-07
O que torna as matrizes de estampagem profunda automotiva diferentes das ferramentas padrão
As matrizes de estampagem profunda usadas na fabricação de veículos automotivos e elétricos não são intercambiáveis com ferramentas de chapa metálica de uso geral. Eles são sistemas projetados especificamente compostos por quatro componentes principais — punções, matrizes, suportes de blanks e conjuntos de matrizes — cada um otimizado para trabalhar em conjunto sob cargas de conformação extremas. Em uma prensa de estampagem automotiva típica, o punção desce para dentro da cavidade da matriz enquanto o suporte da peça bruta aplica pressão controlada para baixo no flange da chapa, guiando o fluxo do metal para dentro da cavidade sem enrugar ou rasgar. O conjunto de matrizes fornece uma estrutura estrutural rígida que mantém o alinhamento sob cargas cíclicas que podem exceder várias centenas de toneladas por curso.
O que distingue o nível automotivo matrizes de estampagem profunda é a tolerância de precisão exigida em toda a ferramenta. A precisão dimensional é normalmente considerada ±0,02mm através de superfícies de formação críticas, um requisito impulsionado pelo fato de que desvios cumulativos em um painel da carroceria – um painel externo de porta, por exemplo – se traduzem diretamente em defeitos superficiais visíveis ou lacunas de montagem que afetam tanto a estética quanto o ajuste estrutural. O acabamento superficial nos raios do punção e da matriz é igualmente crítico: um valor Ra de ≤0,05 μm (quase com qualidade de espelho) minimiza o desbaste e as marcas induzidos por fricção, especialmente ao processar ligas leves ou de alta resistência.
Paramabilidade da liga de alumínio e o papel do ponto de fusão do alumínio no projeto de processos
Liga de alumínio tornou-se o material leve dominante tanto para painéis de carroceria automotiva tradicionais quanto para componentes estruturais de veículos elétricos, impulsionado por sua relação resistência-peso favorável, resistência à corrosão e reciclabilidade. No entanto, o alumínio apresenta desafios únicos na estampagem profunda que estão diretamente ligados às propriedades do seu material - incluindo o seu comportamento térmico em relação ao ponto de fusão do alumínio .
O alumínio puro funde a aproximadamente 660°C , mas as ligas de alumínio usadas na estamparia automotiva - principalmente as séries 5xxx (Al-Mg) e 6xxx (Al-Mg-Si) - têm faixas de fusão começando um pouco mais baixas, dependendo da composição da liga. Embora o ponto de fusão do alumínio em si não seja alcançado diretamente durante a estampagem a frio, ele é altamente relevante para duas áreas adjacentes ao processo: conformação a quente e gerenciamento de resfriamento da matriz. Na conformação a quente de alumínio, os blanks são aquecidos a 200–300 °C (uma fração cuidadosamente selecionada do ponto de fusão) para aumentar a ductilidade e reduzir o retorno elástico, permitindo a produção de geometrias complexas que quebrariam sob condições de conformação à temperatura ambiente. Os projetistas das matrizes devem levar em conta a expansão térmica nessas temperaturas, recalibrando as folgas e os parâmetros de força do suporte da peça bruta de acordo.
Mesmo na estampagem profunda a frio convencional, o calor friccional gerado nas interfaces punção-blanco e matriz-blanco pode elevar significativamente as temperaturas da superfície local. Para ligas de alumínio, que têm um ponto de fusão relativamente baixo em comparação com o aço, o aquecimento localizado excessivo acelera o desgaste - a transferência adesiva do alumínio para as superfícies da matriz - o que degrada o acabamento superficial, aumenta as forças de conformação e reduz a vida útil da ferramenta. Isso torna a estratégia de lubrificação e a seleção do revestimento da superfície da matriz especialmente importantes durante o processamento liga de alumínio folhas.
Ligas de alumínio automotivas comuns e suas características de formação
| Série de liga | Nota Típica | Faixa de fusão (°C) | Aplicação principal |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Interiores do capô, interiores das portas, compartimentos EV |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Painéis externos da carroceria, fechamentos estruturais |
| Mg-Al (Magnésio-Alumínio) | AZ31, AM60 | 470–630 | Carcaças de baterias EV, painéis de instrumentos |
Projeto de matriz específico para EV: taxas de estampagem profunda, carcaças de bateria e leveza
A fabricação de veículos elétricos exige matrizes de estampagem profunda que vão além do que a estampagem automotiva tradicional exige. A aplicação tecnicamente mais exigente é a formação de invólucros de bateria em liga de magnésio-alumínio – invólucros grandes, profundos e estruturalmente complexos que protegem os conjuntos de células de bateria e, ao mesmo tempo, contribuem para o orçamento geral de peso do veículo. Esses componentes exigem proporções de estampagem profunda superiores a 2,5:1 (a relação entre o diâmetro da peça bruta e o diâmetro do punção), que leva o material aos seus limites de ductilidade e exige uma engenharia excepcional da matriz para evitar rachaduras no flange ou adelgaçamento excessivo da parede.
Minimizar o afinamento do material na parede trefilada é fundamental para invólucros de baterias porque a uniformidade da espessura da parede afeta diretamente a rigidez estrutural e o desempenho em caso de colisão. Os projetistas de matrizes abordam isso por meio de diversas estratégias coordenadas: otimizando o raio da ponta do punção para distribuir a deformação de maneira mais uniforme, implementando perfis de força variável de suporte da peça bruta (BHF) que aumentam a pressão progressivamente à medida que a profundidade de estiramento aumenta e aplicando sequências de estiramento de vários estágios para geometrias particularmente profundas, em vez de tentar a conformação de operação única.
A mudança em direção à redução de peso também impulsionou a adoção de estruturas modulares em programas de veículos elétricos. Em vez de usinar um bloco de matriz monolítico, os projetos modulares usam pastilhas intercambiáveis para zonas de alto desgaste, como raios de entrada da matriz e cantos de punção. Essa abordagem reduz o custo de ferramentas por programa de veículo em 20 a 35% em cenários de alto volume, uma vez que as pastilhas desgastadas podem ser substituídas sem descartar todo o conjunto de matrizes. As matrizes modulares também permitem uma adaptação mais rápida quando ocorrem iterações de design durante o ciclo de desenvolvimento do VE, que tende a se mover mais rapidamente do que os programas automotivos tradicionais.
Controle de força do suporte em branco: evitando enrugamentos e rachaduras simultaneamente
A força do suporte da peça bruta é a variável de processo mais influente na estampagem profunda, e sua calibração correta é o que separa um processo de produção estável de um sujeito a sucata. Muito pouco BHF permite que o flange deforme sob tensão circunferencial compressiva, produzindo rugas que não podem ser achatadas em operações subsequentes. Muito BHF impede que o metal flua para dentro da cavidade da matriz, causando fratura por tração na parede – normalmente no raio do punção, onde o material é mais fino.
For liga de alumínio Em chapas, a janela BHF aceitável é mais estreita do que para o aço de baixo carbono porque o alumínio tem um expoente de endurecimento por deformação mais baixo e é mais sensível ao desbaste localizado. Automotivo moderno matrizes de estampagem profunda resolva isso com suportes hidráulicos ou servo-controlados que podem ajustar dinamicamente a pressão em tempo real com base no feedback das células de carga incorporadas na estrutura da matriz. Este controle de circuito fechado é especialmente valioso ao trefilar componentes de liga de magnésio-alumínio em temperaturas elevadas, onde a tensão do fluxo de material muda continuamente à medida que a peça esfria durante o curso.
Os seguintes fatores devem ser equilibrados ao definir os parâmetros do porta-chapas para uma nova operação de estampagem profunda:
- Resistência ao escoamento e alongamento do material: Ligas de maior resistência requerem maior BHF para evitar enrugamento, mas são simultaneamente mais vulneráveis a trincas, exigindo largura de banda de controle mais rígida.
- Geometria em branco e profundidade de desenho: Os blanks não circulares — comuns em aplicações de painéis de portas e caixas de baterias — desenvolvem distribuições de tensão de flange não uniformes, exigindo suportes de blanks segmentados ou de geometria variável.
- Espessura do filme lubrificante: Filmes lubrificantes mais espessos reduzem o atrito e diminuem o BHF necessário para evitar escoriações, mas a lubrificação excessiva pode causar efeitos de aquaplanagem que desestabilizam o fluxo do metal.
- Pressione a velocidade do curso: Velocidades de estampagem mais altas aumentam as taxas de deformação, o que afeta a tensão de fluxo do alumínio e estreita a faixa segura de BHF – uma consideração crítica ao escalar desde protótipos até linhas de prensas de produção em massa.
Desenvolvimento de matrizes baseado em simulação e monitoramento inteligente na produção em massa
O desenvolvimento de matrizes automotivas modernas não depende mais apenas de testes físicos. A simulação de conformação baseada em análise de elementos finitos (FEA) — usando plataformas de software como AutoForm ou Dynaform — permite que os engenheiros de matrizes testem virtualmente as condições de conformação antes que uma única peça de aço ferramenta seja cortada. A simulação prevê com precisão a distribuição de desbaste, zonas de risco de enrugamento, magnitude de retorno elástico e requisitos de força de conformação, permitindo que os projetistas otimizem computacionalmente a geometria do punção, os raios de entrada da matriz e os perfis BHF. Para liga de alumínio componentes com curvatura complexa, a simulação pode reduzir as iterações de testes físicos em 40–60%, comprimindo significativamente os prazos de desenvolvimento da matriz.
Depois que as matrizes entram na produção em massa, os sistemas de monitoramento inteligentes mantêm a estabilidade do processo em milhares de golpes por turno. Sensores de emissão acústica detectam o início de escoriações ou escoriações na superfície antes que se tornem visíveis. Matrizes de extensômetros na estrutura da matriz controlam a força em tempo real, sinalizando desvios que indicam variação do material da peça bruta ou quebra do lubrificante. Os sistemas de visão realizam inspeção óptica 100% das peças estiradas imediatamente após a ejeção, medindo dimensões críticas em relação aos valores nominais CAD e sinalizando automaticamente as peças fora da tolerância para remoção antes que cheguem à montagem posterior.
Esta integração de simulação e monitoramento na impressão reflete uma transição mais ampla do setor: matrizes de estampagem profunda não são mais ferramentas passivas, mas componentes ativos de um sistema de manufatura baseado em dados. Para os fabricantes automotivos e de veículos elétricos comprometidos com metas de produção com zero defeitos, investir em projetos de matrizes validados por simulação e em ferramentas de produção equipadas com sensores não é uma opção premium – é um requisito básico competitivo à medida que a indústria acelera sua mudança em direção à redução de peso com tecnologias avançadas. liga de alumínio materiais.

Postagem anterior
Peças para estampagem de assentos de carro: guia de qualidade e ajuste
Próxima postagem
Peças para estampagem de metal: tipos e aplicações
Nosso Produtos.
Comece seu negócio com um fabricante OEM aqui mesmo!
Fornecer aos clientes globais soluções completas e prontas para uso
através
inovação!
LINKS RÁPIDOS
NOTÍCIAS
INFORMAÇÕES DE CONTATO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Direitos autorais © Equipamento de molde Co. de Suzhou Shuangqisi, Ltd. Todos os direitos reservados. Matriz de estampagem personalizada Fabricantes de matrizes para estampagem de metal
