
-
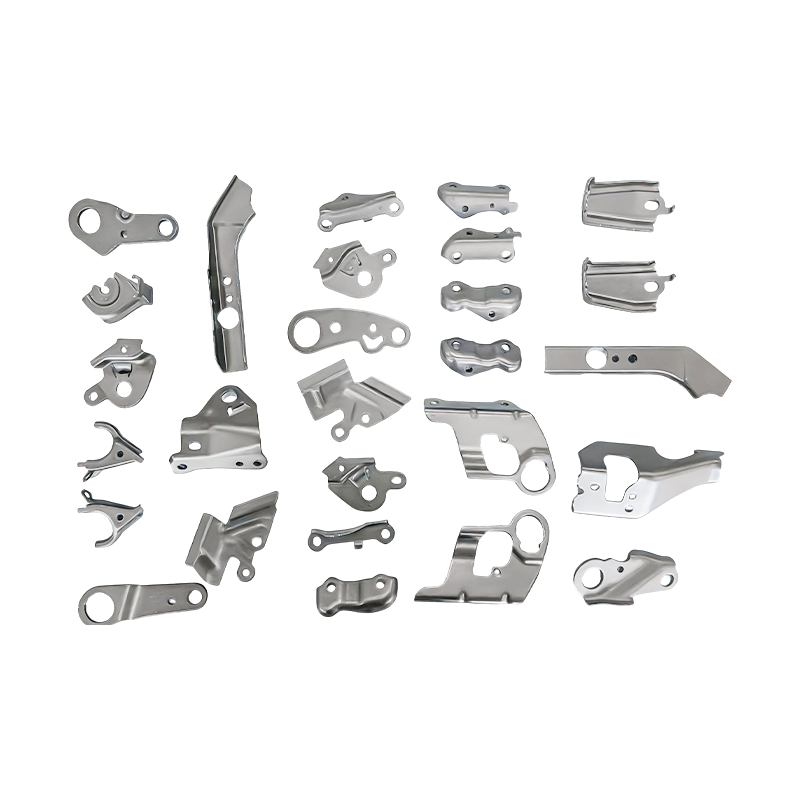
Peças automotivas pequenas para estampagem progressiva de peças
Nossas peças de estampagem progressiva de peque...
-
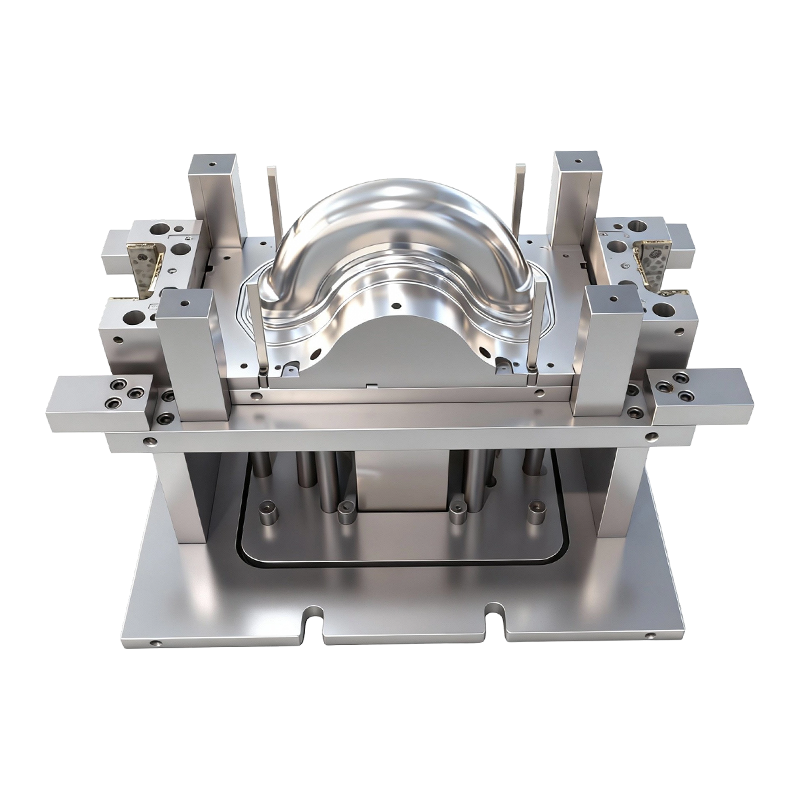
Molde de estampagem profunda para rodas dianteiras e traseiras de veículos elétricos de duas rodas
Este molde de estampagem profunda para rodas di...
-
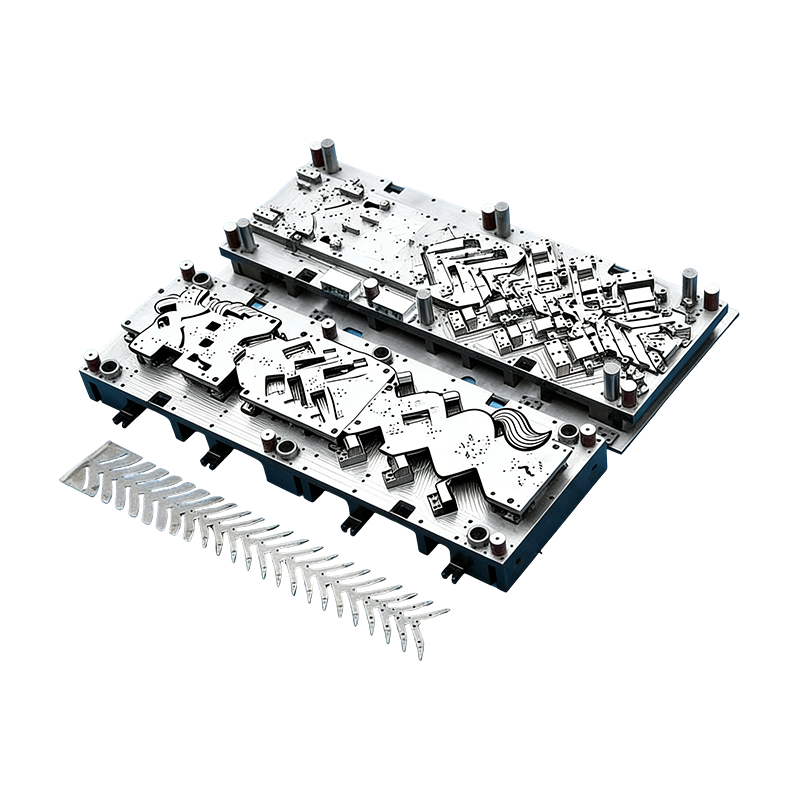
Moldes progressivos para peças automotivas
Este molde contínuo para carcaças de motores au...
-
Peças para estampagem de assento de carro
As peças de estampagem de assentos de carro são...
-
Peças de estampagem de barramento de cobre para veículos de energia nova
As novas peças de estampagem de barramentos de ...
-
Molde de rebitagem automático para grande base de máquina de computador
Este molde de rebitagem automático para grande ...
Notícias da indústria
Página inicial / Notícias / Notícias da indústria / Guia para matrizes de estampagem profunda de metal para peças automotivas
Guia para matrizes de estampagem profunda de metal para peças automotivas
2026-03-30
Os fundamentos da estampagem profunda em matrizes de estampagem de metal
No complexo mundo da produção, Matrizes para estampagem de metal servem como espinha dorsal para a produção em massa de componentes metálicos precisos. Dentre os diversos tipos de operações de estampagem, a estampagem profunda se destaca como um processo crítico para a transformação de chapas planas em formas ocas tridimensionais. Ao contrário da simples dobra ou corte, a estampagem profunda envolve uma interação sofisticada de forças onde um punção força uma peça de metal em uma cavidade da matriz. O objetivo principal é controlar o fluxo do material, garantindo que a chapa se estique e flua na geometria desejada sem comprometer sua integridade estrutural ou uniformidade de espessura. Este processo é essencial para a criação de peças que requerem profundidade significativa em relação ao seu diâmetro, um requisito comum em indústrias que vão desde bens de consumo até máquinas pesadas.
A mecânica da estampagem profunda depende fortemente da deformação plástica do material. À medida que o punção desce, a peça metálica é desenhada sobre o raio da matriz. A área da peça bruta que fica sobre a abertura da matriz torna-se a parede do copo ou peça, enquanto o flange externo é puxado radialmente para dentro. Este desenho radial faz com que o diâmetro do flange encolha, o que induz naturalmente tensões de compressão. Se essas tensões não forem gerenciadas corretamente, o material irá deformar, causando rugas. Por outro lado, se a tensão de tração na parede do copo exceder a resistência ao escoamento do material, a peça irá rasgar ou rachar. Portanto, o design de matrizes de estampagem de metal para estampagem profunda não se trata apenas de forma; trata-se de gerenciamento de estresse.
Controlando o fluxo de materiais e prevenindo defeitos
Para obter uma estampagem profunda bem-sucedida, os engenheiros devem controlar meticulosamente parâmetros como a força do suporte do blank e a folga da matriz. O suporte da peça bruta, ou almofada de pressão, aplica uma quantidade específica de força ao flange da peça bruta. Esta força é um equilíbrio delicado: deve ser alta o suficiente para evitar que o material enrugue à medida que flui para dentro, mas baixa o suficiente para permitir que o material deslize livremente para dentro da cavidade da matriz. Se a força for muito alta, o material não pode fluir, levando ao adelgaçamento e eventual fratura no raio do punção. Se for muito baixo, as tensões de compressão no flange causam rugas inestéticas e estruturalmente fracas.
A folga da matriz é outro fator crucial. Isto se refere à lacuna entre o punção e a parede da matriz. Na estampagem profunda padrão, a folga é normalmente um pouco maior que a espessura da chapa para permitir que o material flua sem passar excessivamente. No entanto, em processos conhecidos como "estiragem profunda de desbaste" ou "passagem a ferro", a folga é intencionalmente definida como menor que a espessura inicial do material. Isso reduz a espessura da parede e aumenta a altura da peça, ao mesmo tempo que melhora o acabamento superficial e a precisão dimensional. Para facilitar esse fluxo e reduzir o atrito, que gera calor e desgaste, a lubrificação é fundamental. Lubrificantes avançados e revestimentos de superfície na própria matriz ajudam a prolongar a vida útil da matriz e garantem uma qualidade consistente da peça.
Defeitos e soluções comuns
- Enrugamento: Causada por tensão de compressão excessiva no flange. Resolvido aumentando a força do suporte do blank ou usando cordões para restringir o fluxo.
- Fratura/rasgo: Ocorre quando a tensão de tração excede os limites do material. Resolvido aumentando a folga da matriz, melhorando a lubrificação ou recozindo o material para restaurar a ductilidade.
- Brinco: Altura irregular no topo da peça trefilada devido à anisotropia na estrutura dos grãos metálicos. Controlado otimizando a orientação da peça bruta ou operações de corte.
Integração com Moldes Progressivos para Peças Automotivas
Embora a estampagem profunda de estágio único seja comum para peças grandes e simples, a indústria automotiva geralmente exige a produção em alto volume de componentes complexos. É aqui que os moldes progressivos para peças automotivas se tornam indispensáveis. Em uma configuração de matriz progressiva, uma tira de metal passa por múltiplas estações dentro de uma única matriz. Cada estação executa uma operação diferente – perfuração, dobra e desenho – até que uma peça acabada seja produzida na estação final. A integração da estampagem profunda em uma matriz progressiva é tecnicamente desafiadora porque o material deve ser transportado entre as estações sem distorcer a forma trefilada.
Os fabricantes automotivos utilizam esses moldes progressivos para criar tudo, desde pequenos suportes de conectores até elementos estruturais maiores. Por exemplo, a produção de componentes do sistema de combustível ou peças de escape envolve frequentemente uma série de etapas de desenho dentro de uma linha progressiva. A vantagem está na velocidade e consistência. Ao automatizar a transferência da peça de uma etapa de desenho para outra, os fabricantes podem produzir milhares de peças por hora com o mínimo de intervenção humana. Entretanto, o projeto de moldes progressivos para peças automotivas requer uma consideração cuidadosa da “faixa de suporte”, que segura a peça enquanto ela se move através da matriz. O suporte deve ser forte o suficiente para suportar as forças de estiramento, mas fácil de separar da peça final.
Projetos estruturais avançados para geometrias complexas
À medida que os projetos automotivos se tornam mais aerodinâmicos e as regulamentações de segurança mais rígidas, a complexidade geométrica das peças estampadas aumenta. As matrizes de estampagem profunda padrão muitas vezes não conseguem atingir as profundidades ou formas necessárias em um único golpe. Consequentemente, projetos estruturais especializados foram desenvolvidos para atender a esses requisitos técnicos. Esses projetos permitem a conformação em vários estágios em um único curso de prensa ou em múltiplas operações, garantindo que mesmo as peças ocas mais complexas possam ser fabricadas com eficiência.
| Tipo de matriz | Função | Aplicação |
| Desenho profundo inicial invertido | O punção se move para cima ou a matriz se move para baixo para formar inicialmente a peça de dentro para fora. | Utilizado para peças que necessitam de alta estabilidade na primeira etapa de conformação. |
| Desenho reverso sem suporte em branco | Redesenha a peça na direção oposta sem um porta-chapas tradicional, contando com a geometria da matriz. | Ideal para reduzir o diâmetro e aumentar a altura nas etapas subsequentes. |
| Desenho de desbaste de matriz dupla | Usa duas matrizes concêntricas para diminuir significativamente a espessura da parede enquanto alonga a peça. | Fabricação de cilindros de alta pressão ou carcaças automotivas precisas. |
Técnicas de desenho reverso
O desenho reverso é uma técnica poderosa usada quando uma peça precisa ser desenhada mais profundamente do que o material permite em um único desenho direto. Neste processo, o copo parcialmente desenhado é virado do avesso ou desenhado na direção oposta na próxima estação. Isso endurece o material de maneira diferente e permite maiores relações entre profundidade e diâmetro. As matrizes de estampagem profunda reversa sem suporte de peça bruta são particularmente úteis aqui, pois simplificam a estrutura do ferramental enquanto mantêm o controle sobre o fluxo de material durante o processo de inversão.
Melhorando a vida útil da matriz e a qualidade da superfície
A longevidade de Matrizes para estampagem de metal está diretamente relacionado à qualidade superficial das peças produzidas e à relação custo-benefício da linha de fabricação. A estampagem profunda envolve atrito e pressão significativos, o que pode causar escoriações (material grudado na matriz) e desgaste. Para combater isso, a fabricação moderna de matrizes emprega técnicas avançadas de polimento e revestimento. O polimento dos raios da matriz para um acabamento espelhado reduz o atrito, permitindo que o metal flua suavemente. Além disso, revestimentos como nitreto de titânio (TiN) ou carbono semelhante a diamante (DLC) são aplicados nas superfícies de trabalho da matriz.
Esses revestimentos fornecem uma superfície dura e de baixo atrito que resiste à abrasão e à corrosão. No contexto de moldes progressivos para peças automotivas, onde o tempo de atividade é crítico, as matrizes revestidas reduzem a frequência de paradas para manutenção e as taxas de rejeição de peças. Além disso, a seleção dos materiais da matriz é crucial. Aços para ferramentas com alto teor de carbono e alto cromo são frequentemente usados por sua resistência ao desgaste, enquanto pastilhas de carboneto de tungstênio podem ser usadas em aplicações de alto volume onde extrema durabilidade é necessária. Ao combinar o projeto estrutural robusto com a engenharia de superfície, os fabricantes podem garantir que as matrizes de estampagem profunda tenham um desempenho confiável ao longo de milhões de ciclos.
Aplicações na fabricação automotiva moderna
A aplicação da tecnologia de estampagem profunda é onipresente no setor automotivo. Um dos exemplos mais clássicos é a fabricação de tanques de combustível automotivo. Esses componentes exigem formas ocas e complexas que possam suportar pressão interna e impacto externo. A estampagem profunda permite a criação desses recipientes sem costura a partir de chapa metálica, garantindo integridade à prova de vazamentos. Da mesma forma, bacias e pias esmaltadas, enquanto bens de consumo, compartilham os mesmos princípios de fabricação, demonstrando a versatilidade do processo.
Na era dos veículos elétricos (EVs), a demanda por peças estampadas aumentou. Carcaças de baterias, carcaças de motores e caixas de proteção estruturais geralmente utilizam processos de estampagem profunda para obter gabinetes leves, porém resistentes. A capacidade de diluir o material durante o processo de estiragem (desenho profundo de desbaste) ajuda a reduzir o peso total do veículo, o que é fundamental para estender a autonomia da bateria. À medida que a indústria avança em direção a materiais mais leves, como alumínio e aço de alta resistência, o papel das matrizes de estampagem de metal especializadas torna-se ainda mais proeminente. Os engenheiros devem adaptar os projetos das matrizes para lidar com as diferentes características de retorno elástico e limites de conformabilidade dessas ligas avançadas, garantindo que a próxima geração de veículos seja segura e eficiente.
Postagem anterior
Matrizes de estampagem de precisão para eletrônicos e eletrodomésticos: soluções de fabricação de alta eficiência em 2026
Próxima postagem
Guia de peças de estampagem e desenho de metal
Nosso Produtos.
Comece seu negócio com um fabricante OEM aqui mesmo!
Fornecer aos clientes globais soluções completas e prontas para uso
através
inovação!
LINKS RÁPIDOS
NOTÍCIAS
INFORMAÇÕES DE CONTATO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Direitos autorais © Equipamento de molde Co. de Suzhou Shuangqisi, Ltd. Todos os direitos reservados. Matriz de estampagem personalizada Fabricantes de matrizes para estampagem de metal
