-
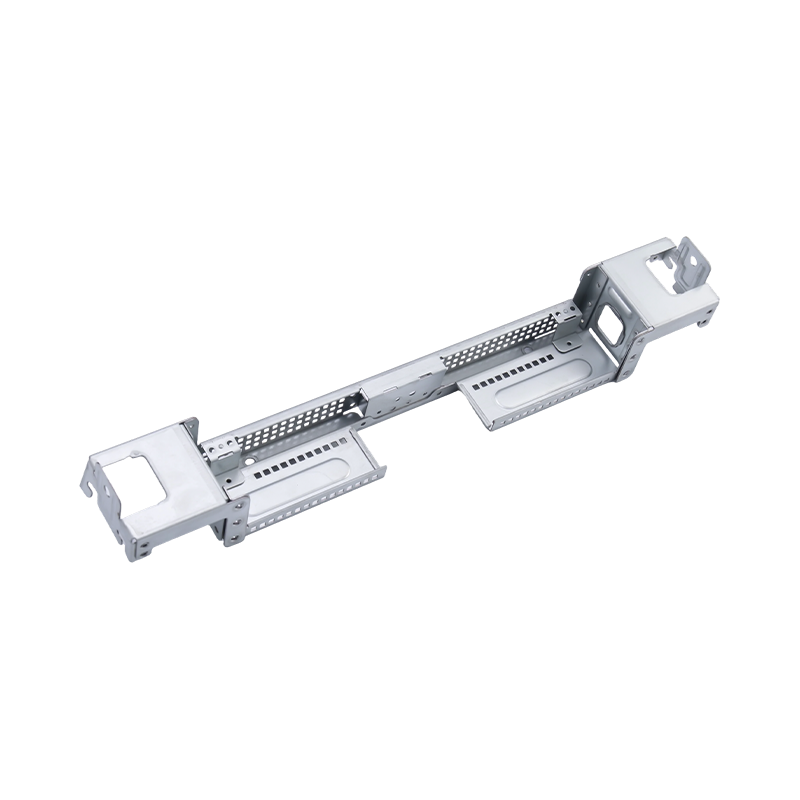
Grandes peças de estampagem de computador de última geração
Nossas peças de estampagem de computador de gra...
-

Peças de estampagem de caminhões pesados
Nossas peças de estampagem para caminhões pesad...
-
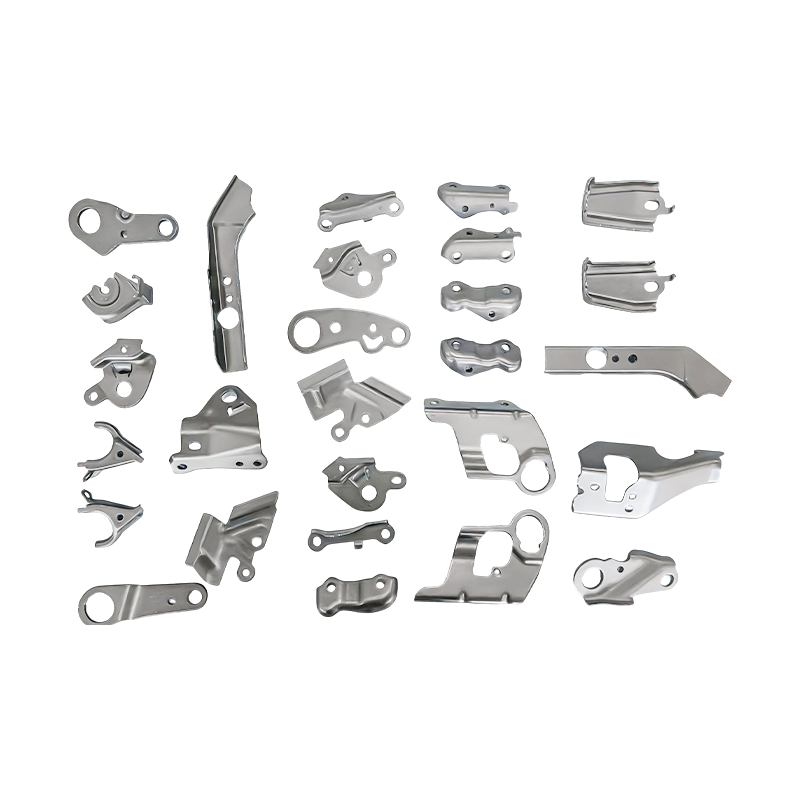
Peças automotivas pequenas para estampagem progressiva de peças
Nossas peças de estampagem progressiva de peque...
-
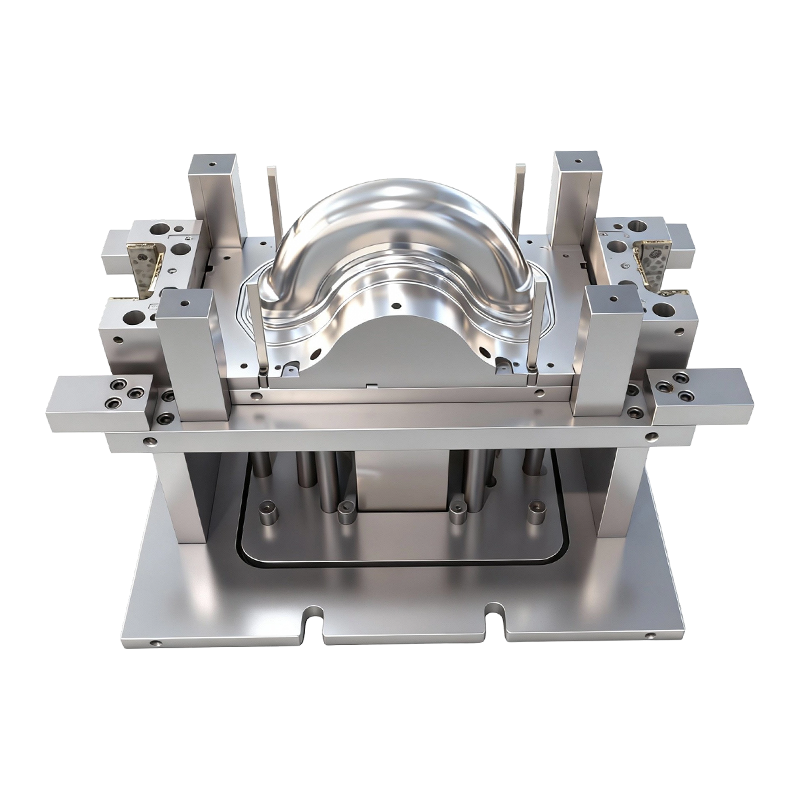
Molde de estampagem profunda para rodas dianteiras e traseiras de veículos elétricos de duas rodas
Este molde de estampagem profunda para rodas di...
-
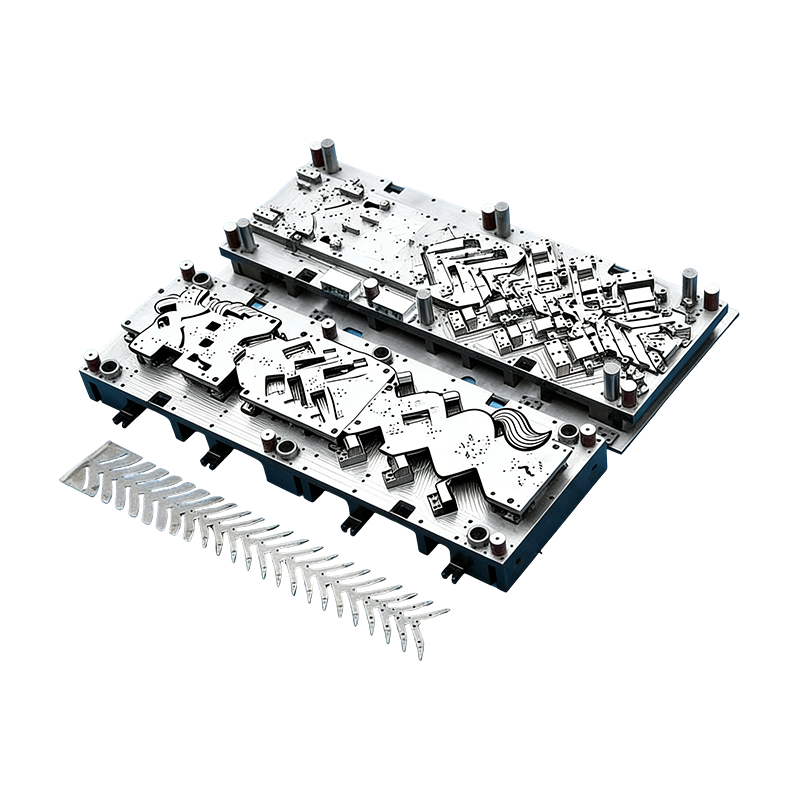
Moldes progressivos para peças automotivas
Este molde contínuo para carcaças de motores au...
-
Peças de estampagem de forno de alta qualidade
Nossas peças de estampagem para forno de alta q...
Notícias da indústria
Guia de peças de estampagem e desenho de metal
2026-03-23
O que são peças de estampagem de metal e como são feitas
Peças de estampagem de metal são componentes metálicos formados com precisão, produzidos pela aplicação de força controlada por meio de uma prensa de estampagem para deformar chapas metálicas em um formato definido usando matrizes de aço para ferramentas endurecidas. O processo abrange uma família de operações – corte, perfuração, dobra, conformação, cunhagem e gravação em relevo – que podem ser executadas individualmente em matrizes de estágio único ou combinadas em matrizes progressivas ou de transferência que completam múltiplas operações em um único golpe de prensa. O resultado é um componente com geometria consistente, tolerâncias dimensionais restritas e características de acabamento superficial que são determinadas inteiramente pelo projeto da matriz e não pela habilidade do operador, tornando a estampagem um dos processos de conformação de metal mais repetíveis e escaláveis disponíveis para os fabricantes.
A economia das peças estampadas em metal é impulsionada pela amortização da matriz em altos volumes de produção. Uma vez feito o investimento em ferramentas, o custo por peça dos componentes estampados diminui rapidamente com o volume – tornando a estampagem o processo de conformação dominante para qualquer aplicação que exija milhares ou milhões de componentes metálicos idênticos. Para fabricantes de eletrodomésticos que produzem milhões de unidades anualmente e OEMs automotivos com modelos na casa das centenas de milhares, a vantagem do custo por peça da estampagem em relação à usinagem ou fundição é decisiva. Espessuras consistentes e tolerâncias restritas são mantidas automaticamente pela geometria da matriz, eliminando a variabilidade dimensional que exige inspeção manual e classificação em métodos de fabricação menos precisos.
Produtos de peças para trefilação de metal: princípios e capacidades do processo
Os produtos de peças de trefilação de metal são produzidos por meio de estampagem profunda - um subprocesso de estampagem em que uma chapa plana em bruto é radialmente desenhada em uma matriz de formação pela ação mecânica de um punção, criando um componente oco e sem costura com uma profundidade que excede seu diâmetro. A estampagem profunda é o processo por trás de latas cilíndricas, copos, invólucros, invólucros e invólucros em praticamente todas as indústrias de manufatura. Ao contrário das operações de dobra ou corte que cortam ou dobram o material, a estampagem profunda deforma plasticamente o metal, causando o fluxo controlado do material da área do flange para a cavidade da matriz, convertendo a folha plana em uma forma tridimensional sem remoção de material.
A qualidade dos produtos de peças trefiladas de metal depende do gerenciamento preciso de vários parâmetros de processo interativos: força do suporte da peça bruta, velocidade do punção, lubrificação, ductilidade do material e taxa de trefilação - a relação entre o diâmetro da peça bruta e o diâmetro do punção. Exceder a taxa de estiramento limite do material sem recozimento intermediário causa enrugamento, rasgo ou não uniformidade na espessura da parede, o que torna a peça inutilizável. As operações modernas de estampagem profunda usam simulação de elementos finitos durante o projeto da matriz para prever o fluxo de material e otimizar os parâmetros do processo antes de cortar qualquer ferramenta, reduzindo significativamente o tempo de desenvolvimento e o desperdício associado às abordagens empíricas de tentativa e erro.
Principais diferenças entre estampagem e estampagem profunda
- Geometria da peça — As peças estampadas de metal são normalmente componentes planos ou de formato superficial produzidos em um único golpe de prensa, enquanto os produtos de peças de trefilação de metal são cascas ocas e tridimensionais produzidas por meio de fluxo progressivo de material em um ou vários estágios de estiramento.
- Estado de tensão do material — A estampagem submete principalmente o material a tensões de tração, compressão ou flexão no plano da chapa. A estampagem profunda cria um estado de tensão biaxial complexo - tração na parede, compressão no flange - que requer materiais com alto alongamento e baixas relações entre rendimento e resistência à tração para uma formação bem-sucedida.
- Complexidade de ferramentas — As matrizes de estampagem profunda exigem controle preciso da folga entre o punção e a matriz, sistemas de suporte de blanks e, muitas vezes, vários estágios de redesenho para componentes profundos, tornando o ferramental mais complexo e caro do que matrizes de estampagem de volume equivalente para peças planas.
- Requisitos de acabamento de superfície — Os produtos de peças trefiladas de metal usados em aplicações visíveis — como caixas de eletrodomésticos ou embalagens de cosméticos — exigem um gerenciamento cuidadoso da lubrificação e acabamento superficial da matriz para evitar marcas de ferramentas, escoriações e textura de casca de laranja na superfície trefilada.
Materiais usados em operações de estampagem e trefilação de metal
Seleção de materiais para peças estampadas de metal e produtos de peças de desenho de metal é uma das decisões mais importantes no processo de desenvolvimento de componentes. O material escolhido deve satisfazer os requisitos de propriedades mecânicas da aplicação, as exigências de conformabilidade do processo de estampagem ou trefilação, os requisitos de acabamento superficial da peça acabada e as restrições de custo do programa de fabricação. Os materiais a seguir representam a grande maioria dos componentes estampados e trefilados nos setores industriais.
| Materiais | Propriedades principais | Aplicações Típicas |
| Aço de baixo carbono (DC01–DC06) | Excelente conformabilidade, baixo custo, soldável | Painéis de eletrodomésticos, suportes, reforços de carroceria |
| Aço de alta resistência (HSS/AHSS) | Alta resistência ao escoamento, absorção de energia de colisão | Componentes estruturais e de segurança automotivos |
| Aço galvanizado/eletrogalvanizado | Resistência à corrosão, pintável | Banheiras de máquinas de lavar, molduras de geladeiras |
| Aço inoxidável (304, 430) | Resistência à corrosão, superfície higiênica | Revestimentos internos de eletrodomésticos, equipamentos alimentícios |
| Liga de alumínio (1xxx, 3xxx, 5xxx) | Leve, resistente à corrosão | Painéis de carroceria automotiva, trocadores de calor |
| Cobre e latão | Condutividade elétrica, conformabilidade | Contatos elétricos, conectores, terminais |
Peças de estampagem de metal na fabricação de eletrodomésticos
A fabricação de eletrodomésticos é um dos maiores e mais exigentes setores de aplicação de peças metálicas estampadas. Cada categoria principal de eletrodomésticos – refrigeradores, máquinas de lavar, condicionadores de ar, lava-louças e utensílios de cozinha – contém dezenas a centenas de componentes estampados que desempenham funções estruturais, funcionais e estéticas simultaneamente. A consistência dimensional proporcionada pela estampagem é essencial na montagem de eletrodomésticos, onde componentes de vários fornecedores devem se encaixar dentro de tolerâncias de montagem rígidas em linhas de produção de alta velocidade.
Geladeiras
As molduras das portas dos refrigeradores estão entre as peças de estampagem mais críticas dimensionalmente na fabricação de eletrodomésticos. A moldura da porta deve manter o nivelamento e a retidão dentro de tolerâncias restritas para garantir um contato consistente com a junta da porta em todo o seu perímetro — um requisito diretamente ligado à classificação de eficiência energética do refrigerador. Qualquer desvio dimensional que crie folgas nas juntas resulta em vazamento de ar frio, aumento do tempo de funcionamento do compressor e consumo de energia acima da classificação certificada. A capacidade da estampagem de manter essas tolerâncias consistentemente na produção de alto volume é o que a torna o único método de fabricação prático para esta aplicação.
Máquinas de lavar
Os suportes internos da cuba da máquina de lavar são peças de estampagem que devem suportar cargas dinâmicas significativas - as forças centrífugas durante os ciclos de centrifugação podem atingir várias centenas de quilogramas - enquanto mantêm relações posicionais precisas entre a cuba, os rolamentos do tambor e o conjunto do motor. A precisão dimensional do suporte afeta diretamente o equilíbrio da vibração durante a fiação em alta velocidade, o que por sua vez determina os níveis de ruído, a vida útil do rolamento e a vida útil da fadiga estrutural de toda a máquina. Suportes estampados produzidos com espessura consistente e tolerâncias restritas eliminam a variação de montagem que, de outra forma, exigiria ajustes de balanceamento individuais em cada unidade.
Ar condicionado
O chassi do ar condicionado usa peças estampadas para suporte de carga estável e ajuste preciso do compressor, motor do ventilador, trocador de calor e componentes elétricos. O chassi deve manter sua geometria dimensional durante os esforços mecânicos de transporte, instalação e anos de vibração do compressor e do ventilador. Chassi de aço estampado com espessura de parede consistente fornece a relação rigidez/peso necessária para essas aplicações sem o custo de alternativas usinadas ou fundidas.
Aplicações automotivas: segurança, precisão e desempenho
No setor automotivo, as peças estampadas em metal são essenciais para a segurança e o desempenho de uma forma que torna a precisão dimensional e a integridade do material requisitos inegociáveis. As especificações de estampagem automotiva estão entre as mais rigorosas em qualquer indústria de manufatura, com tolerâncias dimensionais em componentes críticos para a segurança medidas em décimos de milímetro e requisitos de propriedade de material verificados por meio de controle estatístico de processo, em vez de inspeção por amostragem.
Componentes de freio e suspensão
Os componentes da pinça de freio representam algumas das aplicações mais exigentes para peças estampadas de metal no setor automotivo. O suporte da pinça e o hardware de montagem devem manter uma geometria precisa para garantir o alinhamento correto das pastilhas, distribuição uniforme da força de fixação e desempenho de frenagem consistente em toda a faixa de temperaturas e cargas operacionais. A alta precisão dimensional da estampagem — normalmente ±0,1 mm ou melhor em recursos críticos em ferramentas de produção — atende a esses requisitos nos volumes e custos exigidos pela fabricação automotiva. Qualquer desvio da geometria especificada nos componentes dos freios se traduz diretamente na variabilidade do desempenho de frenagem que afeta a certificação de segurança do veículo.
Estruturas de assento e reforços corporais
Os suportes dos assentos e os reforços do painel da carroceria contam com a alta precisão dimensional da estampagem para atender aos rigorosos padrões de segurança automotiva em testes de desempenho em colisões. Os suportes dos bancos devem manter a integridade do caminho da carga sob as forças extremas geradas em eventos de impacto frontal e lateral, garantindo que os sistemas de retenção dos ocupantes funcionem conforme projetado. Os reforços dos painéis da carroçaria – vigas de intrusão das portas, inserções dos pilares B e reforços dos túneis do piso – são cada vez mais fabricados a partir de peças estampadas avançadas de aço de alta resistência que absorvem a energia do impacto através de deformação controlada, um comportamento que depende criticamente da consistência precisa da espessura do material e da precisão da geometria. A versatilidade das peças estampadas em metal nessas aplicações críticas de segurança as torna indispensáveis para uma fabricação confiável e econômica no setor automotivo.
Controle de Qualidade e Gestão de Tolerâncias na Produção de Estamparia
Manter a consistência dimensional na produção de estampagem de alto volume requer uma abordagem sistemática ao controle de qualidade que começa com o projeto da matriz e continua em todas as etapas da produção. A precisão dimensional que torna as peças de estampagem metálica valiosas na montagem – reduzindo lacunas de montagem, reduzindo custos de produção e aumentando a durabilidade do produto – não é um resultado automático do processo de estampagem. É o resultado de um controle de processo disciplinado aplicado de forma consistente em toda a produção.
- Inspeção do primeiro artigo (FAI) — A verificação dimensional completa das primeiras peças de produção em relação ao desenho de engenharia usando máquinas de medição por coordenadas (CMM) confirma que a matriz produz peças dentro da tolerância antes do início da produção em volume. Os dados da FAI fornecem a linha de base contra a qual a variação subsequente da produção é medida.
- Controle estatístico de processo (CEP) — O monitoramento contínuo de dimensões críticas durante a produção usando gráficos de controle identifica desvios do processo antes que ele produza peças fora da tolerância, permitindo ajustes preventivos da ferramenta em vez da geração reativa de sucata.
- Os cronogramas de manutenção — O desgaste progressivo da matriz — especialmente nas arestas de corte, nos raios de curvatura e nos cordões de estiramento — afeta diretamente as dimensões da peça. Intervalos estruturados de manutenção da matriz baseados na contagem de peças, com verificação dimensional em cada intervalo, evitam que desvios de tolerância causados pelo desgaste da ferramenta atinjam os produtos montados.
- Inspeção de entrada de material — A variação da espessura da chapa metálica, o desvio do limite de escoamento e a condição da superfície afetam as dimensões da peça estampada e o comportamento de retorno elástico. A verificação do material recebido em relação aos relatórios de teste certificados da fábrica e a amostragem estatística das propriedades físicas evitam que a variação dimensional induzida pelo material entre no processo.
-

Postagem anterior
Guia para matrizes de estampagem profunda de metal para peças automotivas
Próxima postagem
Peças de Estamparia Metálica para Automotivos e Eletrodomésticos: Processos, Materiais e Padrões de Qualidade
Nosso Produtos.
Comece seu negócio com um fabricante OEM aqui mesmo!
Fornecer aos clientes globais soluções completas e prontas para uso
através
inovação!
LINKS RÁPIDOS
NOTÍCIAS
INFORMAÇÕES DE CONTATO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Direitos autorais © Equipamento de molde Co. de Suzhou Shuangqisi, Ltd. Todos os direitos reservados. Matriz de estampagem personalizada Fabricantes de matrizes para estampagem de metal
