-
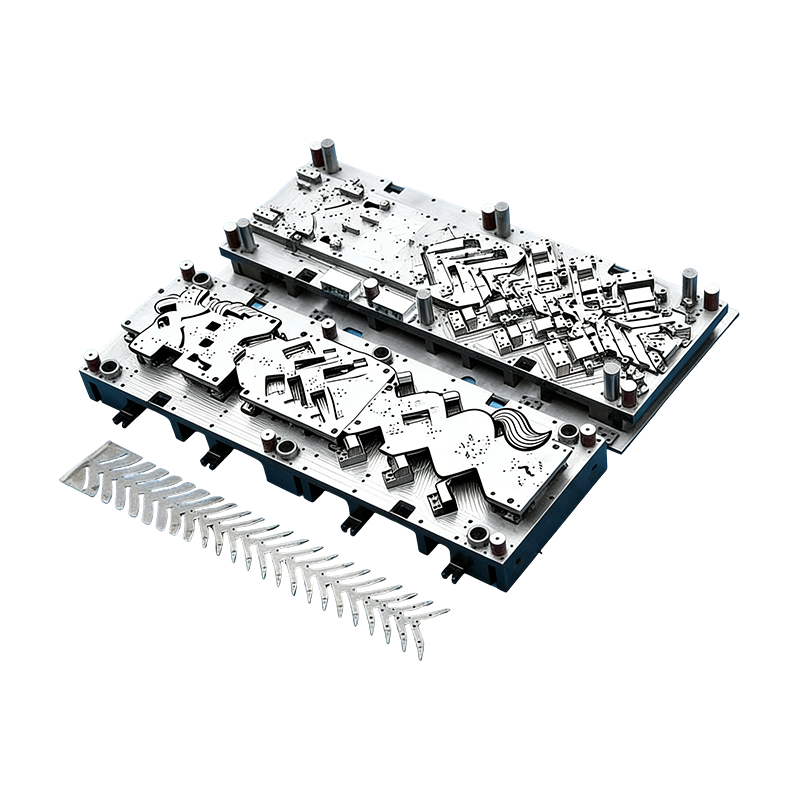
Moldes progressivos para peças automotivas
Este molde contínuo para carcaças de motores au...
-

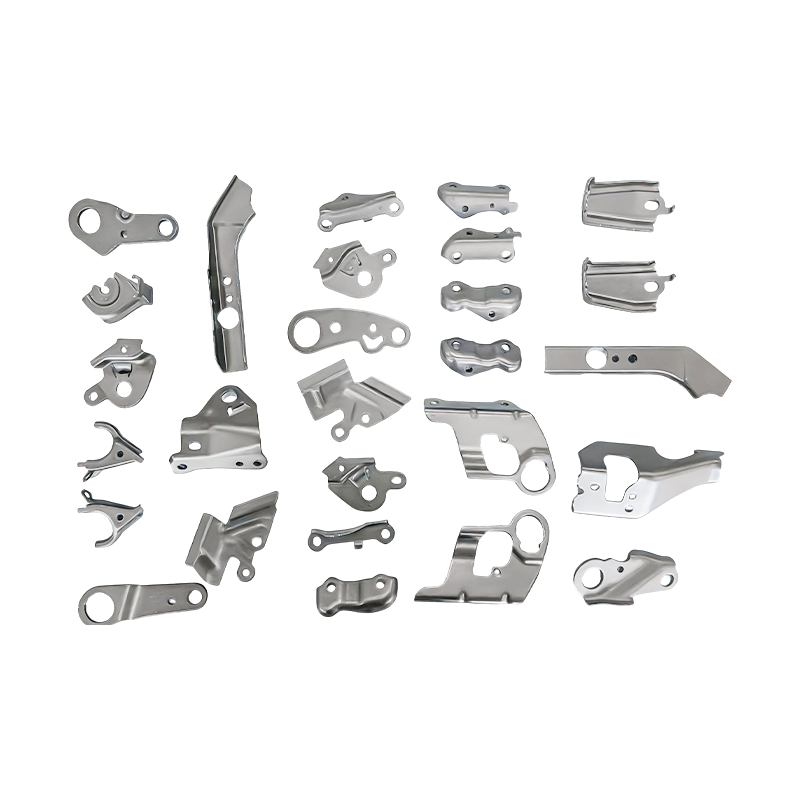
Peças de estampagem de caminhões pesados
Nossas peças de estampagem para caminhões pesad...
-
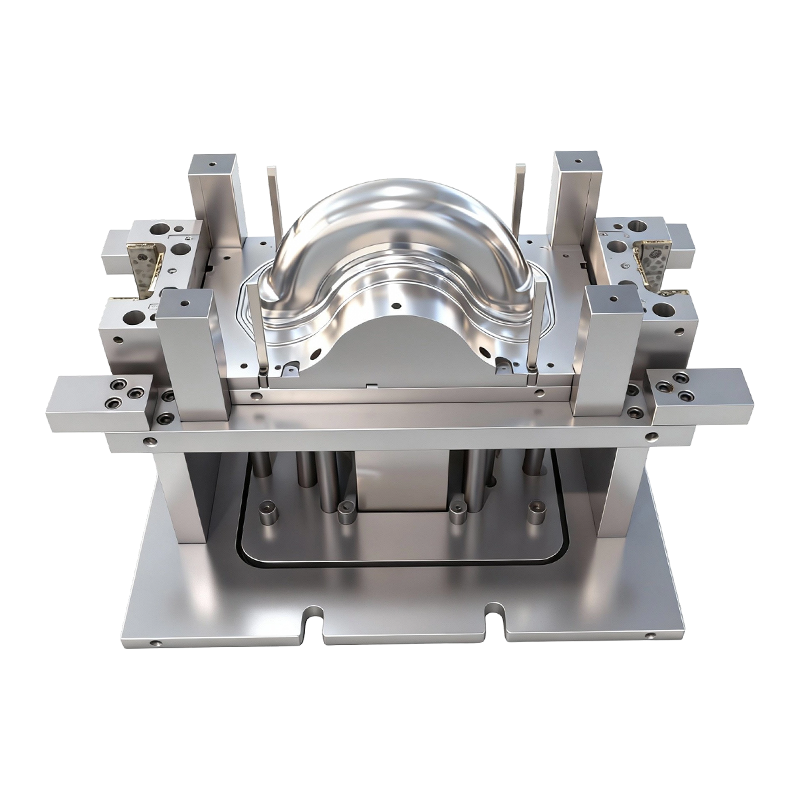
Molde de estampagem profunda para rodas dianteiras e traseiras de veículos elétricos de duas rodas
Este molde de estampagem profunda para rodas di...
-
Peças automotivas pequenas para estampagem progressiva de peças
Nossas peças de estampagem progressiva de peque...
-
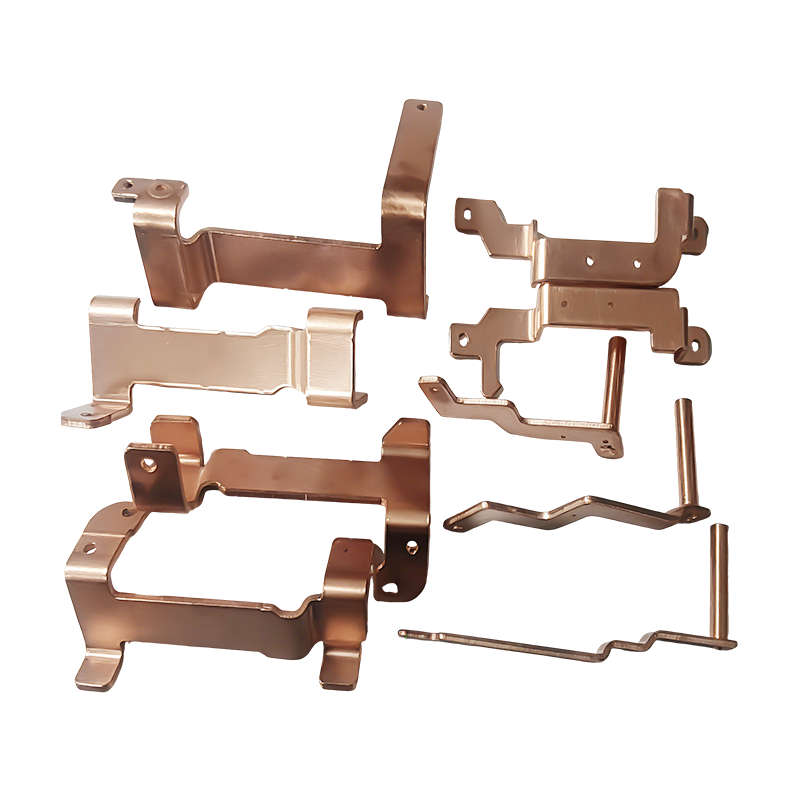
Peças de estampagem de barramento de cobre para veículos de energia nova
As novas peças de estampagem de barramentos de ...
-
Peças de estampagem de forno de alta qualidade
Nossas peças de estampagem para forno de alta q...
Notícias da indústria
Página inicial / Notícias / Notícias da indústria / Como os aços avançados de alta resistência alteram a fabricação de peças estampadas automotivas?
Como os aços avançados de alta resistência alteram a fabricação de peças estampadas automotivas?
2026-02-25
Em quais classes AHSS são realmente usadas Peças de estampagem automotiva
Os aços avançados de alta resistência não são um único material, mas uma família de sistemas de liga distintos, cada um projetado com um mecanismo microestrutural específico para alcançar sua combinação resistência-ductilidade. Compreender quais classes aparecem em quais aplicações de peças estampadas automotivas é o ponto de partida para entender por que esses materiais mudam o processo de fabricação de forma tão fundamental. Os aços de fase dupla (DP) — a família AHSS mais amplamente utilizada — consistem em uma matriz de ferrita com ilhas de martensita dispersas, proporcionando classes como DP600, DP780 e DP980 uma combinação de alta taxa de endurecimento inicial e bom alongamento que lhes é adequado para membros estruturais como pilares B, travessas de piso e trilhos de teto. Os aços com plasticidade induzida por transformação (TRIP) usam austenita retida metaestável que se transforma em martensita progressivamente durante a conformação, proporcionando absorção de energia excepcional que os torna apropriados para componentes críticos em caso de colisão, como trilhos longitudinais e reforços de pára-choques. Os aços martensíticos (MS1300, MS1500) são usados onde a resistência máxima é a prioridade e os requisitos de conformabilidade são modestos – reforços de painéis oscilantes e vigas de intrusão de portas são aplicações típicas. Os aços moldados por prensagem a quente (HPF), particularmente 22MnB5 com revestimento de AlSi, são austenitizados e, em seguida, formados e temperados simultaneamente em uma matriz resfriada, produzindo resistências à tração formadas acima de 1.500 MPa que nenhum processo de conformação a frio pode igualar para peças como partes internas do pilar A e reforços de túneis.
A seleção de qual classe usar para uma determinada peça de estampagem automotiva é orientada pela posição da peça na estrutura de segurança do veículo, seu comportamento de gerenciamento de energia de colisão exigido e a severidade de formação de sua geometria. Um componente que deve absorver energia progressivamente através de dobramento controlado – como um trilho frontal – se beneficia da alta taxa de endurecimento do aço DP ou TRIP, enquanto um componente que deve permanecer rígido e resistir à intrusão sob carga – como um pilar B – pode ser melhor atendido pela extrema resistência de uma peça moldada por prensagem a quente. Essa seleção de classe específica para aplicação significa que uma única carroceria branca pode incorporar cinco ou seis classes AHSS diferentes, cada uma processada por meio de diferentes ferramentas e condições de prensagem.
Gravidade e compensação de Springback em peças de estampagem automotiva AHSS
Springback é o desafio de fabricação mais importante que o AHSS introduz na produção de peças estampadas automotivas, e sua severidade nesses materiais é substancialmente maior do que qualquer coisa experimentada com aço-carbono ou mesmo classes convencionais de alta resistência e baixa liga (HSLA). A causa fundamental é a alta relação rendimento/tração característica do AHSS: DP980, por exemplo, tem um limite de escoamento de aproximadamente 700–900 MPa e uma resistência à tração de 980 MPa, dando um índice de escoamento de 0,71–0,92. O aço macio DC04 tem uma taxa de escoamento de aproximadamente 0,45. Como a magnitude do retorno elástico é proporcional à razão entre a resistência ao escoamento e o módulo de elasticidade (o módulo de Young para o aço é de aproximadamente 210 GPa, independentemente do tipo), e o AHSS tem uma resistência ao escoamento duas a quatro vezes maior do que o aço-carbono no mesmo módulo, a deformação elástica que se recupera após a abertura da matriz é proporcionalmente duas a quatro vezes maior. Em uma seção de canal de 90° formada a partir de DP980, o retorno elástico angular de 10°–16° nas paredes laterais é comum antes da compensação, em comparação com 2°–4° para uma peça de aço macio equivalente.
As estratégias de compensação utilizadas na prática para peças estampadas automotivas AHSS são mais complexas do que a simples sobreflexão geométrica que é suficiente para aço-carbono. Três abordagens são normalmente combinadas:
- Compensação geométrica guiada por FEA: O software de simulação de conformação (AutoForm, Dynaform ou PAM-STAMP) com um cartão de material calibrado para a classe AHSS específica prevê a distribuição do retorno elástico em toda a superfície da peça. A geometria da matriz é então transformada na direção oposta pela quantidade de retorno elástico prevista — um processo chamado compensação da matriz — de modo que a peça retorne à geometria nominal após a abertura da ferramenta. Para peças estruturais automotivas complexas, esse processo normalmente requer dois ou três ciclos de simulação-compensação-teste antes que a geometria da matriz convirja para o formato compensado correto.
- Restrike pós-formulário: Uma estação de retorno dedicada aplica uma carga de cunhagem ou passagem às regiões mais propensas ao retorno elástico da peça - normalmente as paredes laterais e flanges das seções do canal - convertendo deformação elástica adicional em deformação plástica e reduzindo o retorno elástico recuperável. As forças de repressão para DP980 podem atingir 150–200% da força de conformação para a mesma geometria em aço-carbono, o que afeta diretamente a seleção da tonelagem da prensa.
- Desenhe a otimização da geometria do cordão: O aumento da força de restrição do cordão de estiramento estica o material além do seu ponto de escoamento à medida que ele flui sobre o cordão, deixando-o em um estado de tensão mais elevado no final da conformação. Maior tensão na abertura da matriz significa menos recuperação de tensão diferencial e retorno elástico mais previsível e mais uniforme, mais fácil de compensar geometricamente. Para o AHSS, as alturas e os raios do cordão de estiramento são ajustados de forma mais agressiva do que para o aço-carbono, e o aumento resultante na força do suporte da peça bruta deve ser levado em consideração no planejamento da capacidade da prensa.
Como o AHSS acelera o desgaste da matriz e altera os requisitos de ferramentas
As forças de conformação necessárias para deformar plasticamente o AHSS são duas a quatro vezes maiores do que aquelas para aço-carbono da mesma espessura, e essas forças elevadas são transmitidas diretamente às superfícies da matriz como pressão de contato. O resultado é uma aceleração significativa no desgaste da matriz abrasiva – especialmente nos raios de estiramento, nas superfícies de ligação e nas arestas de corte – o que reduz os intervalos de manutenção e aumenta o custo total de ferramentas por peça produzida. Uma matriz que produz peças de estampagem automotiva de aço macio pode ser retificada após 200.000 a 300.000 golpes; a mesma geometria da matriz que forma o DP780 pode exigir reafiação após 80.000–120.000 golpes se o material da matriz e o tratamento de superfície não forem atualizados para corresponder às pressões de contato mais altas.
A estratégia de material de ferramenta e tratamento de superfície para peças estampadas automotivas AHSS difere da prática de aço-carbono em vários aspectos específicos. A comparação abaixo resume as principais atualizações comumente aplicadas:
| Componente de matriz | Prática de aço suave | Prática AHSS |
| Desenhe o material da matriz | Ferro dúctil (GGG70L) | Aço ferramenta D2/SKD11 ou DC53 |
| Desenhar tratamento de superfície de raio | Cromagem ou endurecimento por chama | Revestimento TiAlN ou TiCN PVD (2.800–3.200 HV) |
| Corte de material de punção | SKD11 em 58–60 HRC | Aço ferramenta DC53 ou PM a 60–63 HRC |
| Tratamento de superfície de aglutinante | Nenhum ou nitretação | Revestimento superior de PVD de nitretação ou cermet de spray térmico |
| Intervalo de reafiação | 200.000–300.000 golpes | 100.000–200.000 golpes (com materiais atualizados) |
Escoriação – a transferência adesiva do material da peça para a superfície da matriz – é um modo de falha particularmente prejudicial na formação de AHSS galvanizado. O revestimento de zinco no aço galvanizado DP ou TRIP transfere-se facilmente para a superfície da matriz sob as altas pressões de contato da formação AHSS, e o acúmulo de zinco acumulado marca as peças subsequentes. Os revestimentos DLC (carbono tipo diamante) demonstraram o melhor desempenho anti-gripagem para AHSS galvanizado porque a energia superficial extremamente baixa do DLC inibe a adesão do zinco, mas a estabilidade limitada da temperatura do DLC (a degradação começa acima de 300°C) deve ser gerenciada garantindo uma lubrificação adequada para manter a temperatura da superfície da matriz abaixo deste limite durante a produção.
Seleção de prensas e requisitos de tonelagem para peças de estampagem automotiva AHSS
A força de conformação necessária para peças estampadas automotivas AHSS tem um impacto direto e significativo na seleção da prensa. A força de corte para um determinado corte perimetral é proporcional à resistência à tração final do material, o que significa que o corte DP980 requer aproximadamente 2,5 vezes a tonelagem do corte DC04 na mesma espessura e perímetro. Para uma grande peça estrutural automotiva – um pilar B externo ou um trilho longitudinal de piso – a força de corte por si só pode atingir 800–1.200 toneladas para DP980, necessitando de prensas na faixa de 1.500–2.500 toneladas que incorporem margem de capacidade adicional para evitar operar na classificação de pico. Operar uma prensa consistentemente com 90% de sua tonelagem nominal com AHSS acelera a fadiga da estrutura da prensa, o desgaste dos parafusos de conexão e o desgaste dos rolamentos do virabrequim em taxas que os cronogramas de manutenção calibrados para a produção de aço-carbono não podem prever.
A tecnologia de servo-prensa proporcionou vantagens significativas para peças de estampagem automotiva AHSS em relação às prensas excêntricas convencionais acionadas por volante. A capacidade de programar perfis arbitrários de movimento do aríete — em vez de seguir uma curva senoidal fixa — permite que as servoprensas reduzam a velocidade do aríete através da zona de conformação onde o retorno elástico do AHSS é mais sensível à velocidade de conformação, melhorando a consistência dimensional. Ele também permite que a prensa permaneça no ponto morto inferior por um tempo programável, o que demonstrou reduzir o retorno elástico no AHSS em 15–25% em comparação com uma peça equivalente formada sem permanência, porque a pressão sustentada permite relaxamento adicional da tensão na geometria formada antes da abertura da matriz.
Moldagem por prensagem a quente: um processo separado para peças de estampagem automotiva de maior resistência
A conformação por prensagem a quente (HPF), também chamada de endurecimento por prensagem ou estampagem a quente, representa uma abordagem de fabricação fundamentalmente diferente para as peças de estampagem automotiva de maior resistência - aquelas que exigem resistência à tração acima de 1.000 MPa que não pode ser alcançada através da conformação a frio sem retorno catastrófico ou fratura. No processo HPF direto, uma peça bruta de aço boro 22MnB5 é aquecida a aproximadamente 900–950°C (acima da temperatura de austenitização), transferida para uma matriz resfriada a água, formada na condição austenítica macia e depois temperada na matriz fechada a uma taxa de resfriamento controlada acima de 27°C/segundo para obter uma microestrutura totalmente martensítica com resistência à tração de 1.500–1.600 MPa na parte finalizada.
As implicações para a infraestrutura de fabricação de peças estampadas automotivas são substanciais. HPF requer fornos de soleira de rolos capazes de aquecer peças brutas uniformemente até ±10°C da temperatura alvo de austenitização, sistemas de transferência que movem a peça bruta quente do forno para a prensa em menos de 7 segundos para evitar queda excessiva de temperatura, matrizes resfriadas a água com layouts de canais de resfriamento projetados com precisão que atingem a taxa de têmpera necessária uniformemente em toda a superfície da peça, e controles de prensa que mantêm a pressão de fechamento da matriz durante o ciclo de têmpera - normalmente de 10 a 20 segundos - em vez de abrir imediatamente após a formação. O investimento nesta infraestrutura é uma ordem de grandeza superior ao de uma linha convencional de estampagem a frio de tamanho de peça equivalente, mas é o único processo que produz de forma confiável as peças com resistência à tração de 1.500 MPa que as modernas estruturas de segurança de veículos exigem em locais críticos de intrusão.
Para os fabricantes de peças de estampagem automotiva que estão navegando na transição para AHSS e HPF, a principal realidade operacional é que o conhecimento de materiais, a capacidade de simulação, o investimento em ferramentas e a tecnologia de prensas devem avançar juntos. Atualizar um elemento isoladamente — por exemplo, mudar para AHSS sem atualizar os materiais da matriz ou a tonelagem da prensa — produz consistentemente resultados decepcionantes na vida útil da matriz, na qualidade da peça e na estabilidade da produção. Os fabricantes que dominam a produção de peças de estampagem automotiva AHSS tratam a seleção de materiais, a simulação de conformação, o projeto de matrizes, o tratamento de superfície e a programação de prensas como um sistema de engenharia integrado, em vez de uma sequência de decisões independentes.

Postagem anterior
Qual é a diferença entre matrizes de estampagem automotiva tradicionais e otimizadas para simulação?
Próxima postagem
Por que as matrizes de estampagem eletrônica exigem tolerâncias mais rígidas do que as matrizes de estampagem de eletrodomésticos?
Nosso Produtos.
Comece seu negócio com um fabricante OEM aqui mesmo!
Fornecer aos clientes globais soluções completas e prontas para uso
através
inovação!
LINKS RÁPIDOS
NOTÍCIAS
INFORMAÇÕES DE CONTATO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Direitos autorais © Equipamento de molde Co. de Suzhou Shuangqisi, Ltd. Todos os direitos reservados. Matriz de estampagem personalizada Fabricantes de matrizes para estampagem de metal
