-
Peças automotivas pequenas para estampagem progressiva de peças
Nossas peças de estampagem progressiva de peque...
-
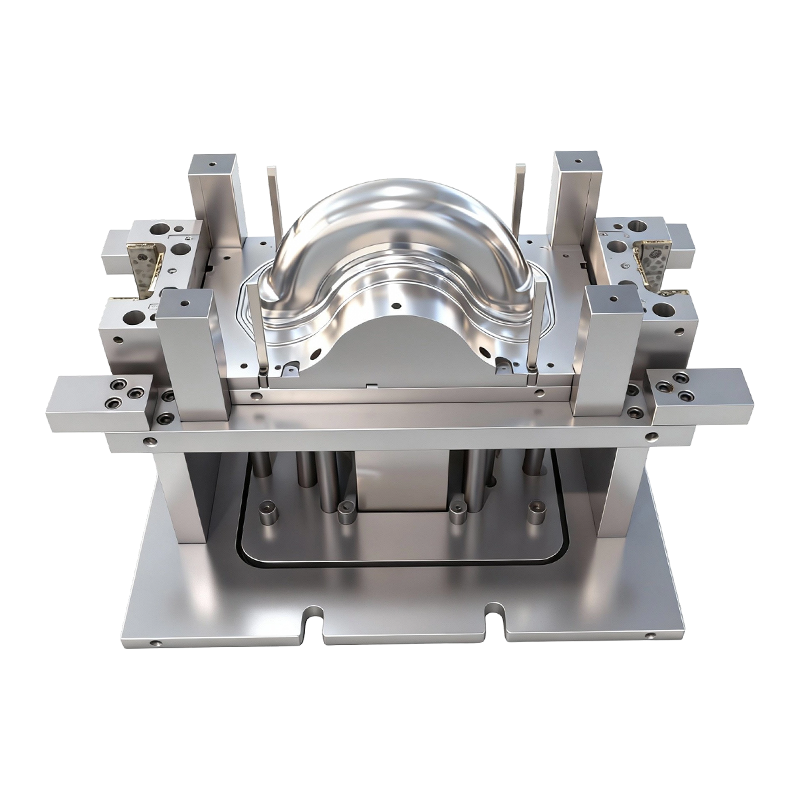
Molde de estampagem profunda para rodas dianteiras e traseiras de veículos elétricos de duas rodas
Este molde de estampagem profunda para rodas di...
-
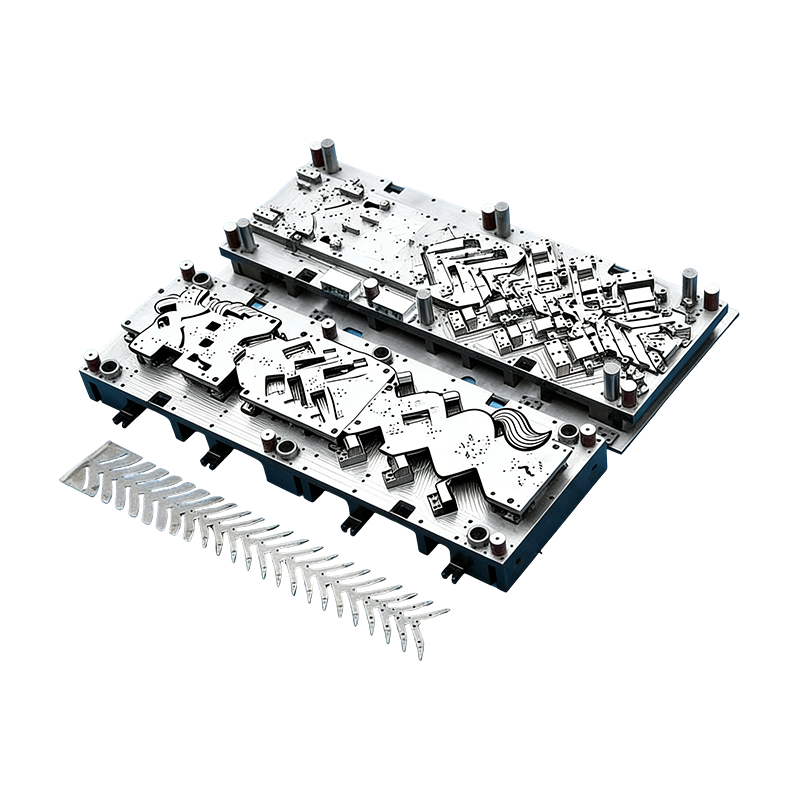
Moldes progressivos para peças automotivas
Este molde contínuo para carcaças de motores au...
-
Peças para estampagem de assento de carro
As peças de estampagem de assentos de carro são...
-
Peças de estampagem de barramento de cobre para veículos de energia nova
As novas peças de estampagem de barramentos de ...
-
Molde de rebitagem automático para grande base de máquina de computador
Este molde de rebitagem automático para grande ...
Notícias da indústria
Página inicial / Notícias / Notícias da indústria / Qual é a diferença entre matrizes de estampagem automotiva tradicionais e otimizadas para simulação?
Qual é a diferença entre matrizes de estampagem automotiva tradicionais e otimizadas para simulação?
2026-03-02
Por que a lacuna entre as matrizes tradicionais e as otimizadas para simulação é importante agora
Matrizes de estamparia automotiva sempre estiveram entre os investimentos em ferramentas mais exigentes tecnicamente na fabricação de veículos. Um único conjunto de matrizes para um painel de carroceria pode representar centenas de milhares de dólares em engenharia, usinagem e tempo de teste – e as consequências de errar no projeto são medidas não apenas no custo de retrabalho, mas também no atraso no lançamento da produção, no aumento das taxas de refugo e no comprometimento da qualidade da peça que se propaga através das operações de montagem posteriores. Durante décadas, o projeto da matriz baseou-se no conhecimento empírico acumulado de fabricantes de ferramentas experientes: testes físicos iterativos, ajustes manuais na força do suporte da peça bruta e na geometria do cordão de estiramento e refinamento progressivo por meio de tentativa e erro até que a matriz produzisse peças aceitáveis de forma consistente.
A mudança para matrizes de estampagem automotiva otimizadas para simulação não aconteceu da noite para o dia, mas seu ritmo acelerou acentuadamente à medida que os programas dos veículos se tornaram simultaneamente mais complexos e mais comprimidos no tempo. Os veículos eléctricos, em particular, introduziram novos desafios materiais – carcaças de baterias em liga de magnésio-alumínio, componentes estruturais de aço de ultra-alta resistência e geometrias complexas e profundas que ultrapassam os limites de formação – que a abordagem empírica tradicional não consegue resolver de forma fiável dentro dos prazos de desenvolvimento comprimidos que o mercado exige. Compreender as diferenças concretas entre o projeto e a produção de matrizes tradicionais e otimizadas para simulação é essencial para as equipes de engenharia que avaliam seus processos de desenvolvimento de ferramentas em 2025 e além.
Como realmente funciona o desenvolvimento de matrizes de estampagem automotiva tradicional
O desenvolvimento tradicional de matrizes de estampagem automotiva começa com a geometria da peça e a especificação do material, a partir dos quais um projetista de matriz experiente constrói um conceito de matriz com base em regras de projeto estabelecidas e na correspondência de padrões com peças semelhantes anteriores. A geometria do punção, da matriz, do suporte da peça bruta e do conjunto de matrizes são definidos através de uma combinação de fórmulas manuais, diretrizes de projeto proprietárias e julgamento do projetista. O tamanho da peça bruta é estimado usando métodos baseados em área ou desdobramento geométrico simplificado, e as posições do cordão de desenho e as forças de restrição são selecionadas com base na experiência geral com formatos de painel comparáveis, em vez da análise do estado de tensão específico na peça atual.
A fase de teste físico é onde o processo tradicional valida ou expõe as limitações desta abordagem. Quando a matriz inicial produz peças com enrugamento em regiões de baixa tensão, rachaduras em raios apertados, afinamento excessivo do material em locais estruturais críticos ou retorno elástico que empurra a geometria formada para fora da faixa de tolerância de ± 0,02 mm necessária para a montagem precisa do painel da carroceria, a resposta é a intervenção física: ajustando a força do suporte da peça bruta por meio de adições de calços, modificando a geometria do cordão de estiramento por soldagem e reafiação, alterando o tratamento de superfície em zonas de alto atrito ou cortando as superfícies da matriz para alterar os padrões de fluxo do metal. Cada intervenção requer uma nova execução de teste, e painéis complexos podem exigir dezenas de iterações antes que a matriz produza peças consistentemente aceitáveis.
As implicações em termos de custos desta abordagem são substanciais. O tempo de teste físico em uma grande prensa de transferência ou linha de matriz progressiva é caro, e o trabalho de engenharia necessário para diagnosticar defeitos, projetar intervenções e executar modificações se acumula rapidamente em painéis desafiadores. Mais significativamente, a abordagem empírica não oferece garantia de convergência – alguns projetos de matrizes baseados puramente na experiência atingem um ótimo local que não pode ser melhorado sem um redesenho fundamental, uma situação que pode não se tornar aparente até que um investimento significativo já tenha sido feito em ferramentas físicas.
O que muda no design da matriz otimizada para simulação no processo de desenvolvimento
O desenvolvimento de matrizes de estampagem automotiva otimizadas para simulação substitui grande parte do ciclo físico de tentativa e erro pela análise de conformação virtual realizada antes de qualquer metal ser cortado. O software de análise de elementos finitos (FEA) modela o processo de conformação completo – desde o contato da peça bruta com o suporte da peça bruta até a profundidade total do estiramento – calculando a tensão, a deformação, a distribuição de espessura e o comportamento de retorno elástico da chapa metálica sob a geometria da ferramenta aplicada e as condições do processo. O resultado da simulação identifica possíveis locais de defeitos: regiões que se aproximam da curva limite de formação onde o risco de fissuração é elevado, zonas de acumulação de tensão de compressão onde ocorrerão enrugamentos e áreas de desbaste excessivo que comprometeriam o desempenho estrutural ou a qualidade da superfície.
Criticamente, a simulação permite uma otimização paramétrica que seria praticamente impossível através de testes físicos. A força do suporte de blanks pode variar em toda a sua faixa viável em minutos de tempo de cálculo para encontrar o valor que suprime simultaneamente o enrugamento e evita rachaduras – os modos de falha opostos que tornam a calibração da força do suporte de blanks tão desafiadora no desenvolvimento de matrizes tradicionais. A geometria, a posição e a força de restrição do cordão de estiramento podem ser otimizadas para cada seção do perímetro da peça bruta de forma independente, levando em consideração a resistência ao fluxo dependente da direção necessária para gerenciar a distribuição do metal em geometrias complexas de painéis assimétricos. A seleção do tratamento de superfície – incluindo os acabamentos ultra suaves de Ra ≤ 0,05 μm necessários em zonas de estampagem profunda – pode ser avaliada por meio de estudos de sensibilidade do coeficiente de atrito que quantificam como as melhorias na qualidade da superfície afetam os resultados da conformação antes de se comprometer com as operações de usinagem e acabamento que os alcançam.
Matrizes de estampagem profunda para componentes EV: onde a simulação se torna essencial
A transição do veículo elétrico introduziu desafios de formação que tornam a simulação não apenas vantajosa, mas praticamente necessária. Matrizes de estampagem profunda para componentes específicos de EV – especialmente carcaças de baterias de liga de magnésio-alumínio com taxas de estampagem profunda superiores a 2,5:1 – operam no limite do que o material pode suportar sem falhas. O comportamento limite de formação das ligas de alumínio é fundamentalmente diferente dos aços macios e de alta resistência em torno dos quais o desenvolvimento de matrizes de estampagem automotiva tradicional acumulou experiência: o alumínio exibe menor conformabilidade, efeitos de anisotropia mais fortes e maior sensibilidade à taxa de deformação e à temperatura do que os tipos convencionais de aço para painéis de carroceria.
Ferramentas de simulação calibradas com dados precisos de propriedades de materiais – incluindo curvas de limite de formação, coeficientes de anisotropia e curvas de tensão de fluxo determinadas a partir de testes de caracterização de material físico – podem prever se uma geometria de matriz proposta formará com sucesso um invólucro de bateria de alumínio sem rachaduras no raio do punção ou enrugamento no flange, antes de qualquer investimento em ferramentas ser feito. Esta capacidade preditiva é especialmente valiosa para taxas de estampagem profunda acima de 2,5:1, onde a janela do processo entre os modos de falha por enrugamento e fissuração se estreita a tal ponto que é improvável que o ajuste empírico encontre uma condição operacional estável sem orientação computacional sistemática.
A previsão de desbaste de material é outro resultado crítico da simulação para matrizes de estampagem profunda EV. Os invólucros das baterias e os componentes estruturais dos veículos elétricos definiram requisitos mínimos de espessura de parede orientados por análises estruturais e padrões de segurança. A simulação permite que os projetistas de matrizes verifiquem se o desbaste nas regiões mais severamente esticadas permanece dentro dos limites permitidos em toda a faixa de variação de produção – dispersão de propriedades do material, tolerância de espessura da peça bruta, variação da condição de lubrificação – em vez de apenas no ponto nominal do projeto que o teste físico representa.
Comparação direta: desenvolvimento de matriz de estampagem tradicional vs. otimizada para simulação
As diferenças práticas entre as duas abordagens são melhor compreendidas nas principais dimensões que impulsionam o custo, o prazo e os resultados de qualidade do programa:
| Dimensão de Desenvolvimento | Abordagem Tradicional | Abordagem otimizada para simulação |
| Tempo de detecção de defeitos | Teste físico, pós-usinagem | Análise virtual, pré-usinagem |
| Otimização da força do suporte vazio | Ajuste de calço empírico | Varredura FEA paramétrica |
| Capacidade de material de alumínio/EV | Não confiável acima da taxa de empate de 2,0:1 | Validado para proporções superiores a 2,5:1 |
| Gerenciamento de primavera | Cortes de compensação por tentativa e erro | Previsto e pré-compensado em CAD |
| Alcance de tolerância (±0,02 mm) | São necessárias várias iterações de teste | Capacidade de primeiro golpe significativamente maior |
| Risco de tempo do programa | Alta, iterações de teste imprevisíveis | Redução de problemas importantes resolvidos virtualmente |
Integração de monitoramento inteligente e o papel das estruturas de matrizes modulares
A otimização da simulação não termina quando o projeto da matriz é finalizado e usinado. As matrizes de estampagem automotivas modernas integram cada vez mais sistemas de monitoramento inteligentes – sensores na matriz que medem a distribuição da força do suporte da peça bruta, sensores de emissão acústica que detectam o início de trincas e sistemas de visão que inspecionam a geometria da peça na taxa de prensagem – que fornecem feedback em tempo real durante a produção. Essa infraestrutura de monitoramento permite que os engenheiros de processo detectem desvios nas condições de conformação otimizadas que a simulação estabeleceu como a janela operacional estável, desencadeando ações corretivas antes que as taxas de defeitos aumentem, e não após o acúmulo de sucata.
As estruturas modulares da matriz ampliam ainda mais o valor da otimização da simulação, permitindo que componentes individuais da matriz (inserções em locais críticos ao desgaste, segmentos do cordão de estiramento, seções de suporte da peça bruta) sejam substituídos independentemente quando o desgaste degrada sua geometria abaixo da tolerância necessária para manter a condição de conformação otimizada. Em vez de retirar todo um conjunto de matrizes quando uma região se aproxima do desgaste, a construção modular permite a substituição direcionada dos componentes afetados, preservando o investimento na estrutura restante da matriz e mantendo a qualidade do tratamento de superfície (Ra ≤ 0,05μm em zonas críticas de conformação) da qual o processo otimizado por simulação depende para condições de atrito consistentes e qualidade da peça.
Orientação prática para equipes de engenharia que avaliam a transição
As equipes de engenharia que consideram uma transição do desenvolvimento de matrizes de estampagem automotiva tradicionais para o desenvolvimento otimizado para simulação devem avaliar seu processo atual em relação a vários critérios práticos. O argumento a favor do investimento em simulação é mais forte quando o programa inclui qualquer uma das seguintes características que os métodos empíricos tradicionais não conseguem lidar bem:
- Materiais avançados de aço de alta resistência ou liga de alumínio onde as margens limite de formação são estreitas e a variação das propriedades do material tem impacto significativo no risco de defeito
- Matrizes de estampagem profunda visando taxas de estampagem acima de 2,0:1, especialmente para carcaças de baterias EV e componentes ocos estruturais onde os limites de desbaste do material são estritamente especificados
- Painéis da carroceria com requisitos de superfície Classe A, onde defeitos de enrugamento ou deflexão da superfície são cosmeticamente inaceitáveis e não podem ser tolerados, mesmo temporariamente, durante o teste
- Programas com cronogramas de desenvolvimento reduzidos, onde iterações estendidas de testes físicos representam riscos inaceitáveis de cronograma
- Matrizes de produção de alto volume onde o custo amortizado do investimento em simulação é insignificante em relação aos ganhos de eficiência de produção de um processo de conformação mais estável e robusto
O investimento necessário para implementar o desenvolvimento de matrizes de estampagem automotiva otimizadas para simulação abrange licenciamento de software, testes de caracterização de materiais para preencher cartões de materiais de simulação precisos e o desenvolvimento de habilidades de engenharia necessárias para interpretar os resultados da simulação e traduzi-los em decisões acionáveis de projeto de matrizes. Esses custos são reais, mas são recuperados de forma consistente por meio de reduções no tempo de teste físico, taxas mais baixas de refugo durante o lançamento da produção e a eliminação de modificações de matrizes em estágio final que representam algumas das intervenções mais caras no desenvolvimento de programas automotivos. Para instalações que produzem matrizes para painéis de carroceria tradicionais e componentes leves específicos para veículos elétricos, a capacidade de simulação não é uma aspiração futura – é um requisito competitivo atual.

Postagem anterior
Quais são as principais diferenças entre microestampagem e peças eletrônicas padrão?
Próxima postagem
Como os aços avançados de alta resistência alteram a fabricação de peças estampadas automotivas?
Nosso Produtos.
Comece seu negócio com um fabricante OEM aqui mesmo!
Fornecer aos clientes globais soluções completas e prontas para uso
através
inovação!
LINKS RÁPIDOS
NOTÍCIAS
INFORMAÇÕES DE CONTATO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Direitos autorais © Equipamento de molde Co. de Suzhou Shuangqisi, Ltd. Todos os direitos reservados. Matriz de estampagem personalizada Fabricantes de matrizes para estampagem de metal
