-
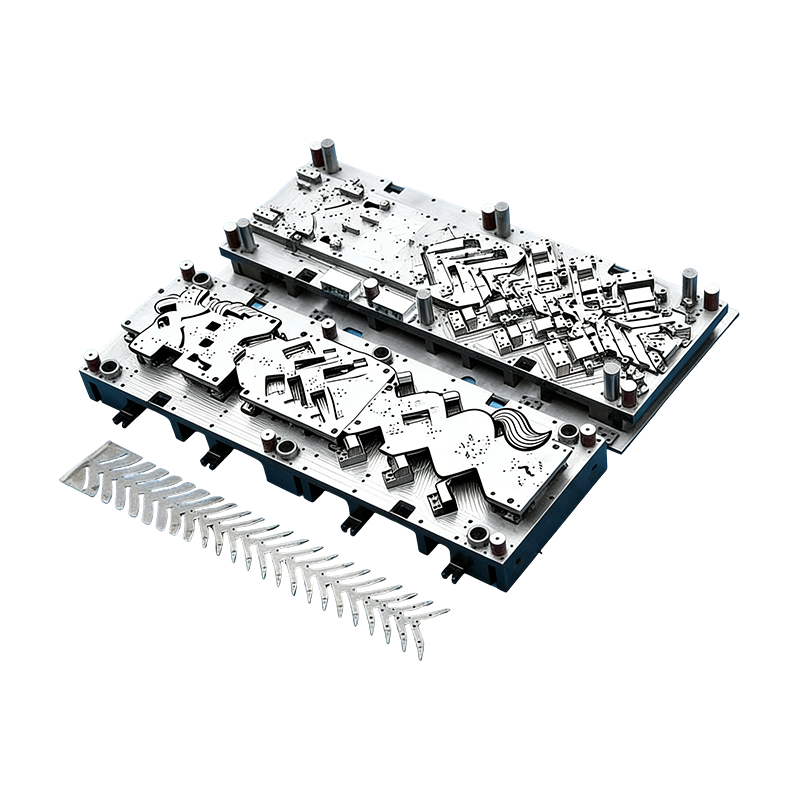
Moldes progressivos para peças automotivas
Este molde contínuo para carcaças de motores au...
-
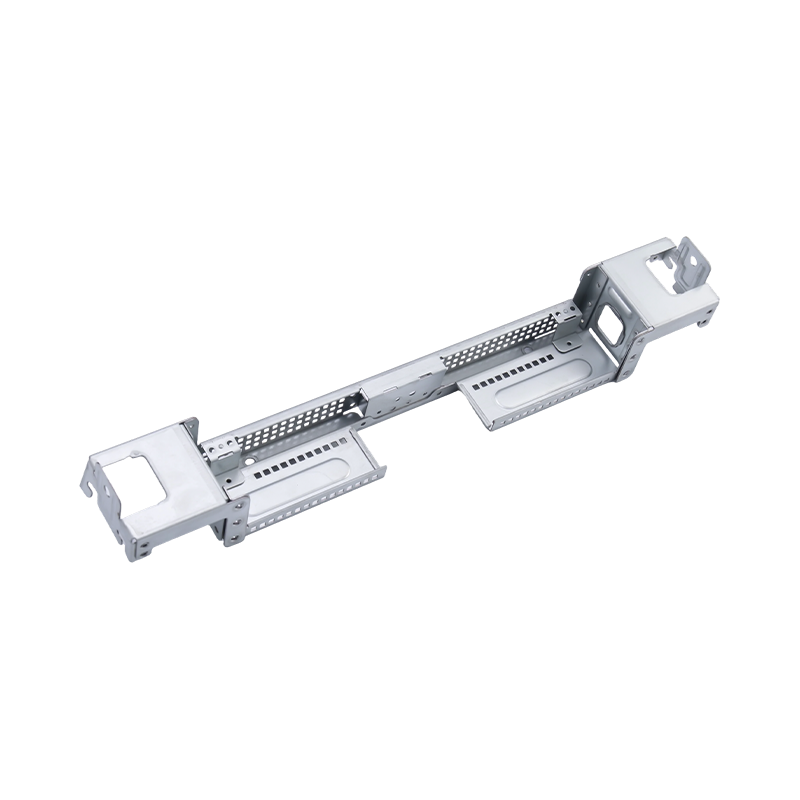
Grandes peças de estampagem de computador de última geração
Nossas peças de estampagem de computador de gra...
-
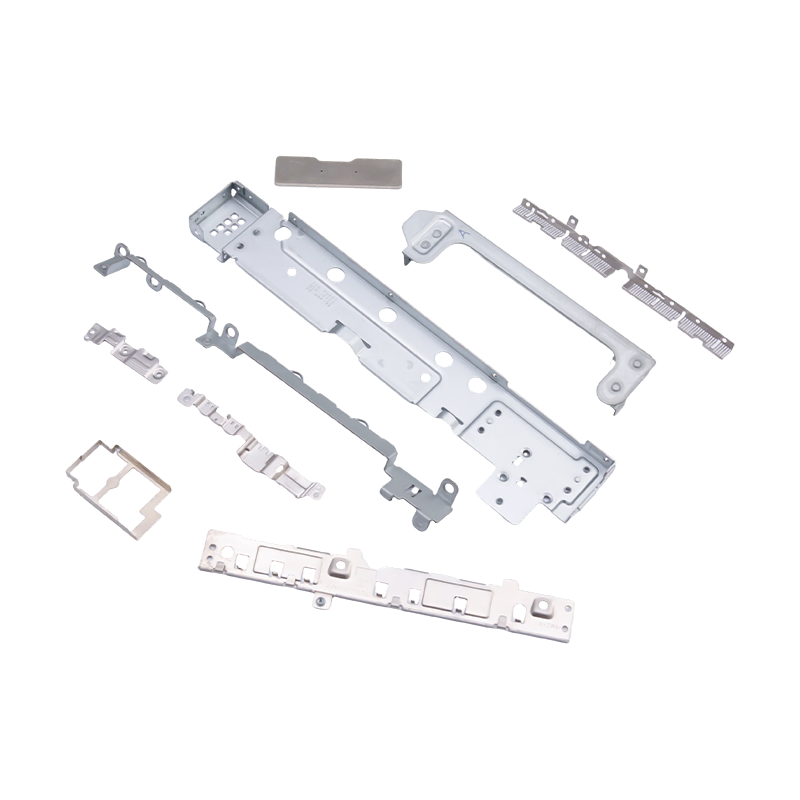
Pequenas peças estampadas para laptops e celulares
Como componentes internos essenciais para eletr...
-

Peças de estampagem de caminhões pesados
Nossas peças de estampagem para caminhões pesad...
-
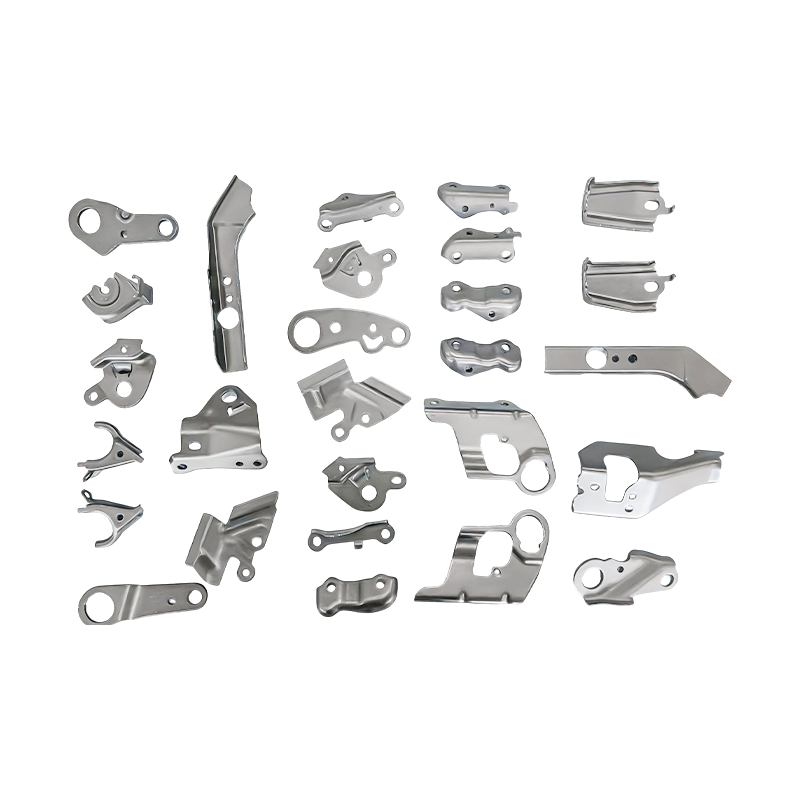
Peças automotivas pequenas para estampagem progressiva de peças
Nossas peças de estampagem progressiva de peque...
-
Molde de estampagem profunda para rodas dianteiras e traseiras de veículos elétricos de duas rodas
Este molde de estampagem profunda para rodas di...
Notícias da indústria
Página inicial / Notícias / Notícias da indústria / Quais são as principais diferenças entre microestampagem e peças eletrônicas padrão?
Quais são as principais diferenças entre microestampagem e peças eletrônicas padrão?
2026-03-09
Compreendendo as peças de estampagem eletrônica e seu papel na eletrônica moderna
Peças de estampagem eletrônica são componentes metálicos de precisão fabricados por meio de um processo de estampagem progressiva ou de transferência, no qual chapas metálicas planas ou bobinas são progressivamente formadas, perfuradas, dobradas e moldadas por conjuntos de matrizes endurecidas para produzir peças acabadas com tolerâncias dimensionais restritas. Esses componentes formam a base estrutural e elétrica de praticamente todos os dispositivos eletrônicos em produção atualmente — desde smartphones e laptops de consumo até módulos de controle automotivo, implantes médicos e sensores industriais. A categoria abrange uma enorme variedade de tipos de componentes, incluindo terminais, conectores, blindagens, suportes, contatos, estruturas de chumbo, dissipadores de calor e elementos de mola, todos compartilhando a característica comum de serem formados a partir de chapa metálica em vez de usinados a partir de material sólido ou fundidos a partir de metal fundido. Dentro do amplo universo de peças de estampagem eletrônica, a distinção entre microestampagem e estampagem padrão representa uma das linhas divisórias mais significativas na prática na capacidade de fabricação, requisitos de processo e adequação à aplicação de uso final.
Definindo Peças de Estampagem Eletrônica Padrão: Dimensões e Capacidades
As peças de estampagem eletrônica padrão ocupam o amplo espaço intermediário da indústria de estampagem, abrangendo componentes com tamanhos característicos e espessuras de material que ferramentas de matrizes progressivas convencionais e prensas de estampagem padrão podem produzir com segurança em alto volume. Em termos práticos, as peças de estampagem eletrônica padrão são normalmente produzidas a partir de chapas metálicas com espessuras que variam de aproximadamente 0,15 mm a 3,0 mm, com furos perfurados, características formadas e raios de curvatura dimensionados em décimos de milímetro em vez de mícrons. As tolerâncias dimensionais em peças de estampagem eletrônica padrão geralmente ficam na faixa de ±0,05 mm a ±0,1 mm, alcançáveis com ferramentas convencionais bem conservadas em equipamentos de prensagem que variam de unidades de bancada de 25 toneladas a prensas de transferência de 400 toneladas para componentes maiores.
A gama de materiais para peças de estampagem eletrônica padrão é ampla e inclui aço laminado a frio, aço inoxidável graus 301 e 304, ligas de cobre como latão C110, C194 e C260, ligas de alumínio 1100 e 3003 e níquel prata. Opções de acabamento de superfície, incluindo galvanoplastia com estanho, níquel, prata ou ouro, são aplicadas rotineiramente a peças de estampagem eletrônica padrão para obter as características de resistência de contato, resistência à corrosão e soldabilidade necessárias para seu circuito específico ou função mecânica. Os volumes de produção de peças de estampagem eletrônica padrão podem variar de milhares a centenas de milhões de peças por ano, com ferramentas de matrizes progressivas que permitem taxas de ciclo de 100 a 800 golpes por minuto, dependendo da complexidade da peça e do tamanho da prensa.
O que define a microestampagem e onde ela diverge da prática padrão
A microestampagem entra em cena quando os requisitos dimensionais das peças de estampagem eletrônica excedem o que as ferramentas padrão e os controles de processo podem fornecer com segurança. Embora não exista um limite universalmente acordado, a microestampagem geralmente começa quando a espessura do material cai abaixo de 0,1 mm, quando os tamanhos dos recursos puncionados se aproximam ou excedem uma proporção de 1:1 com a espessura do material (ou seja, diâmetros de furo iguais ou menores que a espessura da chapa que está sendo puncionada), ou quando as dimensões gerais da peça são medidas em milímetros de um dígito com tolerâncias reduzidas para ±0,005 mm a ±0,02 mm. Nessa escala, as leis físicas que regem a deformação do metal, o desgaste da ferramenta e a dinâmica da prensa exigem abordagens fundamentalmente diferentes para o projeto da matriz, seleção da prensa, controle de processo e inspeção de qualidade em comparação com a produção de peças de estampagem eletrônica padrão.
O impulso incansável da indústria eletrônica em direção à miniaturização é a principal força que expande o mercado de peças de estampagem eletrônica microestampadas. Conectores de smartphones, componentes de aparelhos auditivos, invólucros de sensores vestíveis, contatos de eletrodos de marca-passo cardíaco, embalagens de dispositivos MEMS e estruturas de eletrodos IC de passo fino exigem recursos microestampados que simplesmente não podem ser produzidos de acordo com as especificações usando abordagens de estampagem convencionais. A lacuna entre o que o padrão e a microestampagem podem alcançar aumentou à medida que a miniaturização dos dispositivos se acelerou, tornando a distinção entre estas duas categorias cada vez mais comercial e tecnicamente significativa.
Projeto de ferramentas e construção de matrizes: onde as diferenças são mais pronunciadas
As ferramentas de matriz usadas para produzir peças de estampagem eletrônica microestampadas diferem das ferramentas padrão em quase todos os aspectos de seu design, especificação de material e processo de fabricação. As matrizes progressivas padrão para peças de estampagem eletrônica são construídas a partir de tipos de aço para ferramentas, como D2, M2 ou DC53, com folgas de punção e matriz normalmente definidas em 5–10% da espessura do material por lado. Em dimensões padrão, essas folgas são obtidas com equipamentos convencionais de retificação CNC e corte de fio EDM, e as ferramentas resultantes podem produzir milhões de peças antes de exigirem recondicionamento.
As matrizes de microestampagem para peças de estampagem eletrônica em miniatura exigem folgas medidas em mícrons de um dígito - às vezes tão pequenas quanto 1–3 mícrons por lado para obter os melhores recursos - exigindo componentes de matriz fabricados em retificadoras de ultraprecisão e equipamentos de EDM de perfil capazes de manter tolerâncias de ±0,001 mm ou melhores. Os diâmetros do punção para características microestampadas podem ser tão pequenos quanto 0,05 mm, escala em que o punção é mecanicamente frágil e suscetível à deflexão sob as forças laterais geradas durante a punção. Os projetistas da matriz compensam através de arranjos de buchas-guia que suportam o punção próximo à face de corte, comprimentos de entrada da matriz reduzidos que minimizam o comprimento do punção não suportado e alinhamento controlado do punção-matriz obtido por meio de pilares guia e buchas de precisão retificadas com folgas em nível de mícron.
Ferramentas de metal duro – especificamente classes de metal duro selecionadas por sua combinação de dureza, tenacidade e resistência à compressão – são essencialmente obrigatórias para a produção de peças de estampagem eletrônica microestampadas. A taxa de desgaste do aço para ferramentas em dimensões de punção em microescala tornaria o ferramental economicamente inviável em um curto período de produção. As matrizes de metal duro, embora significativamente mais caras de fabricar do que equivalentes de aço para ferramentas, fornecem a resistência ao desgaste e a estabilidade dimensional necessárias para manter o tamanho do recurso e a qualidade da borda através dos milhões de golpes necessários para a produção econômica de peças de estampagem eletrônica microestampadas.
Requisitos de equipamentos de prensagem e controle de processos
O equipamento de prensa usado para peças de estampagem eletrônica microestampada difere substancialmente das especificações da prensa de estampagem padrão. A produção de peças de estampagem eletrônica padrão tolera um grau de deflexão da estrutura da prensa, variação de paralelismo de deslizamento e vibração dinâmica que seria catastrófico em microescala. As prensas de microestampagem são construídas com especificações de orientação de deslizamento substancialmente mais rígidas — normalmente 0,003 mm ou melhor paralelismo — usando guias deslizantes hidrostáticas ou de rolamento de rolos de precisão que mantêm uma altura de fechamento consistente, independentemente da carga excêntrica de geometrias de peças assimétricas.
As prensas de microestampagem servoacionadas oferecem vantagens específicas para a produção de peças de estampagem eletrônica de precisão em microescala. A capacidade de programar perfis arbitrários de movimento de deslizamento – aproximação lenta ao contato para características delicadas, retorno rápido para otimização do tempo de ciclo, permanência controlada no ponto morto inferior para operações de cunhagem – fornece um nível de flexibilidade de processo que as prensas mecânicas acionadas por manivela não conseguem igualar. As servoprensas também eliminam os picos de energia associados às prensas mecânicas acionadas por volante, reduzindo a vibração transmitida à matriz e melhorando a consistência dimensional em longas séries de produção de peças de estampagem eletrônica microestampadas.
Comparação lado a lado das principais características
A tabela abaixo fornece uma comparação estruturada das principais diferenças entre microestampagem e processos padrão para estampagem eletrônica de peças nas dimensões mais relevantes para engenheiros de projeto e especialistas em compras:
| Característica | Peças de estampagem eletrônica padrão | Peças de estampagem eletrônica microestampadas |
| Faixa de espessura do material | 0,15 mm – 3,0 mm | 0,01 mm – 0,1 mm |
| Tolerância dimensional | ±0,05 mm – ±0,1 mm | ±0,005 mm – ±0,02 mm |
| Folga da matriz por lado | 5–10% da espessura do material | 1–3 mícrons absoluto |
| Material de ferramenta | Aço ferramenta (D2, M2, DC53) | Carboneto de tungstênio |
| Pressione tipo | Mecânico / hidráulico | Servo de precisão / guia hidrostática |
| Taxa de acidente vascular cerebral típica | 100–800 ppm | 200–1.500 spm (servo-otimizado) |
| Método de inspeção | CMM, comparador óptico | Sistemas de visão, SEM, microscopia confocal |
| Custo de ferramentas | Moderado | Alto a muito alto |
Diferenças na seleção de materiais para peças de estampagem eletrônica em microescala
A seleção de materiais para peças de estampagem eletrônica microestampadas envolve restrições adicionais além daquelas que se aplicam aos componentes padrão. Em espessuras abaixo de 0,1 mm, a microestrutura do metal torna-se diretamente relevante para o comportamento de estampagem – o tamanho do grão em relação à espessura do material pode causar deformação inconsistente, formação de rebarbas e variação na qualidade da borda que seria insignificante em espessuras padrão. As aplicações de microestampagem normalmente especificam materiais com estruturas de grãos controladas, muitas vezes designadas pelas especificações de grãos finos ASTM ou JIS, para garantir fluxo de metal consistente e qualidade de aresta de corte em toda a operação de estampagem.
As ligas de cobre continuam sendo os materiais condutores mais comuns para peças de estampagem eletrônica microestampadas, particularmente os graus C194 (cobre-ferro-fósforo) e C7025 (cobre-níquel-silício) que oferecem boa condutividade elétrica combinada com as características de mola e conformabilidade necessárias para aplicações de contato e terminais em miniatura. As ligas de cobre-berílio, particularmente C17200 na condição recozida em solução, são especificadas para contatos de mola microestampados onde é necessária a deflexão elástica máxima sob carga, embora seu processamento exija atenção cuidadosa aos controles de saúde e segurança durante as operações de estampagem e acabamento.
Desafios de inspeção e medição de qualidade em microescala
A verificação da conformidade dimensional de peças de estampagem eletrônica microestampadas requer equipamentos e metodologias de inspeção que vão muito além do padrão de máquinas de medição por coordenadas e comparadores ópticos na maioria dos laboratórios de qualidade de estampagem. Tamanhos de recursos medidos em dezenas de mícrons exigem sistemas de medição óptica sem contato – normalmente sistemas de visão automatizados com objetivos de resolução submícron e óptica telecêntrica – capazes de medir centenas de recursos por peça em segundos em velocidades de linha de produção. Para as dimensões mais críticas, a microscopia eletrônica de varredura (MEV) fornece a resolução necessária para caracterizar a qualidade da borda, a altura da rebarba e a condição da superfície em um nível de detalhe inatingível com óptica de luz.
O controle estatístico do processo para peças de estampagem eletrônica microestampadas deve ser implementado com um nível de rigor que vai além dos programas SPC típicos aplicados à produção de peças de estampagem eletrônica padrão. O desgaste da matriz em microescala produz taxas de desvio dimensional que podem exceder os limites de tolerância dentro de um único turno de produção, em vez de durante as execuções de produção de vários dias, típicas das ferramentas padrão. O SPC em tempo real com feedback automatizado para os parâmetros da prensa – ajustando a altura de fechamento, a progressão da alimentação e o fornecimento de lubrificação em resposta às tendências dimensionais medidas – é uma prática cada vez mais padrão nas principais operações de microestampagem que atendem ao setor de eletrônica de precisão.
Escolhendo entre peças de estampagem eletrônica micro e padrão para sua aplicação
A decisão entre especificar peças microestampadas ou estampadas eletrônicas padrão deve ser orientada por requisitos funcionais objetivos e não pela suposição de que tolerâncias mais rígidas sempre produzem produtos melhores. As peças de estampagem eletrônica padrão são apropriadas sempre que os requisitos de desempenho dimensional, elétrico e mecânico da aplicação puderem ser atendidos dentro do envelope de capacidade da estampagem convencional – e na maioria das aplicações de montagem eletrônica, eles podem. O custo de ferramentas significativamente mais baixo, a base de fornecedores mais ampla e o gerenciamento de qualidade mais simples associado às peças estampadas eletrônicas padrão representam vantagens genuínas que não devem ser abandonadas sem uma justificativa funcional clara.
A microestampagem deve ser especificada quando a miniaturização é um verdadeiro impulsionador do projeto – quando as dimensões reduzidas dos componentes permitem melhorias significativas no desempenho do dispositivo, na densidade de integração ou na experiência do usuário final que justificam o maior investimento em ferramentas e um gerenciamento mais complexo da cadeia de suprimentos. Aplicações que incluem conectores ultraminiatura para dispositivos médicos implantáveis, contatos de mola submilimétricos para sensores vestíveis, estruturas de chumbo de passo fino para pacotes IC avançados e componentes de blindagem de precisão para módulos sensíveis a RF representam casos em que as capacidades das peças de estampagem eletrônica microestampadas fornecem valor funcional que não pode ser replicado em escala padrão.

Postagem anterior
Peças de Estamparia Metálica para Automotivos e Eletrodomésticos: Processos, Materiais e Padrões de Qualidade
Próxima postagem
Qual é a diferença entre matrizes de estampagem automotiva tradicionais e otimizadas para simulação?
Nosso Produtos.
Comece seu negócio com um fabricante OEM aqui mesmo!
Fornecer aos clientes globais soluções completas e prontas para uso
através
inovação!
LINKS RÁPIDOS
NOTÍCIAS
INFORMAÇÕES DE CONTATO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Nº 118 Yexin Road, Zona de Desenvolvimento Econômico de Wujiang, Suzhou, China
Direitos autorais © Equipamento de molde Co. de Suzhou Shuangqisi, Ltd. Todos os direitos reservados. Matriz de estampagem personalizada Fabricantes de matrizes para estampagem de metal
